Häufig gestellte Fragen
Direkter Kontakt
Haben Sie Fragen oder möchten Sie unsere Dienstleistungen in Anspruch nehmen? Kontaktieren Sie uns direkt; wir helfen Ihnen gerne!


Haben Sie Fragen oder möchten Sie unsere Dienstleistungen in Anspruch nehmen? Kontaktieren Sie uns direkt; wir helfen Ihnen gerne!
Ein Drucktest ist eine Prüfung, bei der eine Anlage, Leitung oder Komponente unter Überdruck gesetzt wird, um die mechanische Festigkeit und die praktische Dichtheit zu beurteilen. Je nach Norm handelt es sich um einen Festigkeitstest, einen Dichtigkeitstest oder eine Kombination davon.
Bei einem Drucktest überprüft man vor allem, ob das System den Prüfdruck sicher aufnehmen kann und ob es bei diesem Druck keine sichtbaren Lecks gibt.
Ein Lecktest konzentriert sich auf die genaue Quantifizierung der Leckrate, oft mit empfindlichen Messgeräten und Gasspuren, zum Beispiel in mbar·l/s oder Pa·m³/s.
Drucktests sind gröber und als konstruktive Prüfung gedacht, Lecktests sind feinmaschig und dienen dazu, Mikrolecks zu erkennen.
Für die Abnahme, Prüfzeitpunkte und konstruktive Beurteilungen ist ein Drucktest meist ausreichend, sofern Ihr Entwurf und die Norm dies zulassen. Ein Dichtheitstest ist sinnvoll, wenn sehr geringe Leckraten erforderlich sind, beispielsweise bei Helium-Dichtheitsprüfungen oder flüchtigen Emissionsanforderungen. In vielen Fällen wird zunächst ein Drucktest durchgeführt und nur bei speziellen Anforderungen zusätzlich ein Dichtheitstest.
Ein Hydrotest ist ein Drucktest mit einem nahezu nicht komprimierbaren Medium, meist Wasser. Das System wird gefüllt, unter Druck gesetzt und für eine bestimmte Zeit unter Testdruck gehalten, um die Festigkeit und sichtbare Dichtheit zu beurteilen.
Wasser ist praktisch nicht komprimierbar, dadurch ist die gespeicherte Energie bei einem Hydrostattest viel niedriger als bei einem Test mit Gas. Bei einem Defekt strömt Wasser aus, aber es entsteht keine explosive Entladung. Dadurch ist ein Hydrostattest meistens sicherer, und man kann in der Regel auch höher testen als bei einem pneumatischen Drucktest.
Bei einem Hydrotest wird auf einen klar definierten Prüfdruck getestet, oft nach Norm, und es wird neben sichtbaren Lecks auch auf Festigkeit und eventuelle bleibende Verformungen geachtet. Ein einfacher „Lecktest mit Wasser“ kann bereits darin bestehen, ein System bis zu einem bescheidenen Druck zu füllen, um Montagefehler aufzuspüren. Beide sind Drucktests, aber ein normierter Hydrotest hat strengere Anforderungen an Prüfdruck, Prüfdauer, Temperatur und Beurteilung.
Nein. Ein Hydrotest ist primär eine Festigkeits- und grobe Dichtigkeitsprüfung. Man beurteilt sichtbare Leckagen, beispielsweise Tropfen oder Wasserstrahlen. Die Empfindlichkeit ist begrenzt, es wird nicht in mbar·l/s oder vergleichbaren Leckraten berichtet. Für dieses Detaillierungsniveau ist ein separater Dichtigkeitstest erforderlich.
Typischerweise wird bei etwa 1,3 bis 1,5-facher Nenndruck oder maximal zulässigem Druck getestet, korrigiert für Materialeigenschaften bei Prüftemperatur. Der genaue Faktor hängt von der verwendeten Norm ab, zum Beispiel ASME oder EN, und der Art der Anlage.
Das System muss vollständig befüllt und entlüftet sein, Absperrventile und Sicherheitsventile müssen gemäß Verfahren positioniert sein und Instrumente müssen für den Prüfdruck geeignet sein. Darüber hinaus muss auf Korrosionsschutz, Entwässerung und sicheres Entlüften nach Abschluss geachtet werden.
Nach den meisten Normen ist „keine sichtbare Undichtigkeit“ das Kriterium. Eine tropfende Verbindung oder eine schwitzende Schweißnaht wird dann als Abnahmeverweigerung angesehen. In der Praxis kann ein Auftraggeber in seiner Spezifikation noch zwischen Festigkeitstest und Dichtheitstest unterscheiden, aber das muss vorher klar sein.
Ja, das ist sehr wichtig. Verbleibende Gasblasen wirken wie eine Feder: Sie speichern zusätzliche Energie und können beim Versagen eine viel heftigere Entladung verursachen als wenn das Prüfobjekt vollständig mit Wasser gefüllt ist. Dadurch steigt das Risiko von Verletzungen und Schäden.
Außerdem stören Gasblasen die Messung: Die Druckreaktion wird weniger vorhersehbar und kleine Lecks oder Verformungen sind schwieriger zu beurteilen. Deshalb sollte einem Hydro- oder Bruchtest immer ein sorgfältiges Füllen und Entlüften vorausgehen, damit das Gasvolumen im System so klein wie möglich ist.
Ein pneumatischer Drucktest ist ein Drucktest mit einem komprimierbaren Gas, zum Beispiel Luft oder Stickstoff. Der Testdruck liegt meist näher am Auslegungsdruck als bei Hydrostaten, aufgrund der größeren Sicherheitsrisiken bei einem Versagen.
Pneumatische Tests werden eingesetzt, wenn Wasser unerwünscht ist, zum Beispiel in trockenen oder sauerstoffempfindlichen Systemen, in der Instrumentierung und in Anlagen, bei denen verbleibender Wasserschaden oder Kontamination verursacht wird. Manchmal folgt ein pneumatischer Test auf einen hydrostatischen Test als zusätzliche Dichtheitskontrolle.
Gas ist stark komprimierbar und enthält bei gleichem Druck viel mehr gespeicherte Energie als Wasser. Bei einem Versagen kann diese Energie abrupt freigesetzt werden, mit Risiko von Fragmenten und Stoßwellen. Daher sind Prüfdruck und Sicherheitsmaßnahmen bei pneumatischen Tests strenger und der Prüfdruck oft niedriger als bei einem Hydrotest.
Viele Codes verwenden einen Prüfdruck von etwa 1,1 bis 1,25 Mal dem Auslegungsdruck. Der genaue Wert hängt von der Norm und dem Verhältnis der zulässigen Spannungen bei Prüf- und Betriebstemperatur ab. Pneumatische Prüfungen werden fast nie bis zum Bruchdruck durchgeführt, dafür sind Bruchtests vorgesehen.
Meist wird der Druck über einen bestimmten Zeitraum gehalten und es wird auf Druckabfall sowie hörbare oder sichtbare Lecks geachtet, zum Beispiel mit Seifenwasser an verdächtigen Stellen. Es wird kein quantitativer Leckwert in mbar·l/s berichtet, es sei denn, dies wurde ausdrücklich als Lecktest eingerichtet.
Ein Bersttest ist eine zerstörerische Druckprüfung, bei der ein Bauteil, wie eine Leitung, ein Fitting, ein Schlauch oder ein Druckbehälter, unter Druck gesetzt wird, bis es versagt. Ziel ist es, den Berstdruck zu bestimmen und zu überprüfen, ob ausreichende Sicherheitsreserven im Vergleich zum Auslegungsdruck vorhanden sind.
Rissprüfungen werden vor allem in Entwurfs- und Typgenehmigungsverfahren durchgeführt, bei neuen Produkten oder bei Änderungen von Materialien oder Wandstärken. Sie werden üblicherweise an repräsentativen Probekörpern durchgeführt, nicht an allen Produktionsstücken.
Bevorzugt mit einem nahezu nicht komprimierbaren Medium, zum Beispiel Wasser oder Öl, um Risiken bei Versagen zu begrenzen. Rissprüfungen mit Gas sind möglich, erfordern jedoch sehr strenge Sicherheitsmaßnahmen und einen geeigneten Testbunker mit entsprechender Messeinrichtung.
Wichtig sind der Rissdruck, der Ort und die Art des Versagens, zum Beispiel Längsnaht, Schweißnaht, Anschluss oder Grundmaterial. Außerdem wird geprüft, ob es vor dem Versagen zu Undichtigkeiten oder sprödem Bruch kommt und ob das Verhalten der Materialien mit der Konstruktion und der Norm übereinstimmt.
In vielen Normen und Produktstandards gilt, dass der Berstdruck ein Vielfaches des Auslegungsdrucks sein muss, zum Beispiel das 3- oder 4-fache des maximalen Betriebsdrucks. Der genaue Faktor ist produkt- und normabhängig und wird im Typgenehmigungsverfahren nachgewiesen.
Ja, ein Hydrostattest ist gut geeignet, um sichtbare Lecks, Montagefehler und mechanische Schwachstellen aufzuspüren.
Für Mikrolecks auf sehr niedrigem Niveau ist ein spezieller Lecktest nötig, aber für die meisten Prozessanlagen ist ein korrekter Hydrostattest der Standard.
Standardmäßig wird (demi)Wasser verwendet, wegen Sicherheit und Verfügbarkeit. Gas wird gewählt, wenn Wasser für das System nicht akzeptabel ist. Wenn Gas benötigt wird, muss vorher eine sorgfältige Risikoanalyse durchgeführt werden und der Prüfdruck liegt meist niedriger als bei einem Hydrostattest.
Ja. Oft wird zuerst ein Hydrotest zur Festigkeit und groben Dichtheit durchgeführt, gefolgt von einem pneumatischen Niederdrucktest zur praktischen Dichtheit oder einem separaten Lecktest, wenn die Spezifikation dies erfordert. Der Aufbau und die Reihenfolge werden in einem Prüfplan festgelegt.
Ein Drucktest nach der Produktion oder Reparatur dient dazu, das Bauteil oder System für die Nutzung freizugeben. Periodische Drucktests werden eingesetzt, um im Laufe der Zeit nachzuweisen, dass die Anlage noch ausreichend stark und dicht ist. Die Prüfdrucke und Akzeptanzkriterien können für diese zwei Situationen unterschiedlich sein und müssen im Wartungsplan festgelegt werden.
Wenn technisch möglich, evakuieren wir ein Prüfobjekt zuerst auf einen niedrigen absoluten Druck. So entfernen wir die meiste Luft und Gase aus dem System, bevor wir es mit Wasser füllen.
Der Vorteil ist zweifach: Man weiß so gut wie sicher, dass das Objekt gasfrei ist (viel sicherer bei einem Versagen) und die Position des Objekts während des Füllens und Entlüftens wird weniger kritisch, da kaum noch Gasblasen vorhanden sind, die sich ansammeln könnten. Das macht den Test vorhersehbarer, sicherer und besser reproduzierbar.
Ein Fire Safe-Test bewertet, ob ein Absperrventil den Druckbeständigkeit und die Dichtigkeit während und nach der Brandbelastung behält. Das Absperrventil wird vollständig bei 750–1000 °C für 30 Minuten in Flammen gesetzt; die Temperaturen werden mit Thermoelementen und Kalorimetereinheiten überwacht. (ISO 10497:2021, 5.2; 5.6.7–5.6.8)
„Fire Safe by Design“ bezeichnet ein Design, das feuerbeständige Prinzipien oder Materialien verwendet (z. B. Graphit, Metalldichtungen). Nur ein physikalischer Typentest gemäß Norm kann jedoch nachweisen, dass die Anforderungen erfüllt sind. (Nicht spezifiziert in ISO 10497)
Nein. Nur Armaturen, die tatsächlich gemäß der Norm geprüft wurden, können als konform angesehen werden; Konstruktionsansprüche ohne Prüfbescheinigung sind unzureichend. (Nicht spezifiziert in ISO 10497)
Getestet: das Absperrorgan wurde einem Fire Safe Typentest unterzogen. Zertifiziert: der Test ist gemäß den Anforderungen der Norm dokumentiert und kann unabhängig begleitet worden sein; ISO 10497 schreibt keine Drittzeugen vor, aber ein Abnehmer oder zertifizierende Partei kann dies verlangen.
(ISO 10497:2021, 6.7; Nicht spezifiziert in ISO 10497 hinsichtlich Drittzeugen)
Nach dem Brand muss das Ventil aus dem geschlossenen Zustand vollständig gegen den hohen Prüfdruck öffnen können; gelingt dies nicht, besteht der Fire Safe-Test nicht. (ISO 10497:2021, 6.5)
Die Methode gilt für Absperrorgane mit einem oder mehreren Absperrgliedern, mit spezifischen Bestimmungen für symmetrische versus asymmetrische Sitze und Mehrglieder-Designs; Ausrichtung/Flussrichtung und Konstruktion beeinflussen die Testweise. (ISO 10497:2021, 1; 4.1; 4.1.6)
Häufig verwendet: ISO 10497, API 607 (Viertelumdrehung, weichsitzend) und API 6FA (Upstream-Anwendungen). Diese FAQ konzentriert sich auf ISO 10497. (Nicht spezifiziert in ISO 10497)
ISO 10497 behandelt keine Kreuzzertifizierung. In der Praxis kann ein Brandtest manchmal für mehrere Normen ausreichen, wenn alle Anforderungen erfüllt sind, aber die Akzeptanz wird für jede Norm und jeden Endnutzer bestimmt. (Nicht spezifiziert in ISO 10497)
Wählen Sie basierend auf dem Absperrtyp und der Anwendung: ISO 10497 (allgemeine Industrieabsperrungen), API 607 (ASME Klasse Vierteldrehung Soft-Dichtungen), API 6FA (Upstream/Pipeline). (Nicht spezifiziert in ISO 10497)
ISO 10497 ist international anerkannt; die Akzeptanz hängt von der Politik der Abnehmer/Aufsichtsbehörden ab. Tests in einem nach ISO/IEC 17025 akkreditierten Labor erhöhen die internationale Akzeptanz. (Nicht in ISO 10497 spezifiziert)
Ja, sofern sie zusammen mit dem vollständigen, konformen Bericht der Ausgabe eingereicht werden, unter der das Absperrventil ursprünglich geprüft wurde. Für doppelt dichte Absperrventile ohne festgelegten Kavität-Setpoint und/oder Kavitätsdruckdaten ist ein zusätzlicher Überdruck-Kavitätstest bei Umgebung erforderlich, als Anhang zum ursprünglichen Bericht. (ISO 10497:2021, 1; 4.2.3; 5.3.2.8)
Übliche Eingaben: Absperreinrichtungsdaten (Maß, Druckklasse, Materialien), Nachweis der Produktionstests und Zeichnungen/Stücklisten zur Identifikation. Die Norm schreibt vor, welche Berichtsteile nach dem Test vorliegen müssen (z.B. Zeichnungen, Materialien, Anzugsdrehmomente, Drücke, Temperaturen). (ISO 10497:2021, 6.7)
Die Norm schließt Leckagen an Rohr-zu-Armatur-Endverbindungen von der externen Leckagebewertung aus; manchmal sind Anpassungen erforderlich, um solche Leckagen auszuschließen. Geschweißte Testflansche sind eine Laborpraxis, um falsche Ablehnungen aufgrund von Dichtungsleckagen zu verhindern. (ISO 10497:2021, 5.3.1; 6.6 Anmerkung)
Anwesenheit oder Fernbeobachtung kann in Absprache erfolgen; ISO 10497 schreibt Beobachtung nicht vor. (Nicht spezifiziert in ISO 10497)
Ein vollständiger Test einschließlich Aufbau, 30 Minuten Brand, Abkühlen, Abschlusstest und Demontage dauert oft einen Arbeitstag pro Absperrklappe, abhängig von Größe/Klasse und Logistik. (Nicht spezifiziert in ISO 10497)
Für doppelsitzige Absperrorgane muss das System eine Überdrucksicherung enthalten, um eine Kavitätsüberdruck während des Brandes zu verhindern; eine Kavitätsdrucküberwachung während des Brandes ist für alle doppelsitzigen Absperrorgane vorgeschrieben. (ISO 10497:2021, 4.2; 5.3.2.8)
Wenn das ventilinterne Entlastungsventil öffnet, wird der Test fortgesetzt und die Leckage klassifiziert: nach Atmosphärendruck = externe Leckage; nach downstream = Sitzleckage. Wenn die Absicherung des Testrigs öffnet, wird der Test gestoppt und für ungültig erklärt. (ISO 10497:2021, 4.2.1–4.2.2; 5.6.11; 5.6.13)
Bringen Sie einen dedizierten Hohlraumanschluss an (z. B. 1/4″ NPT/BSP oder gleichwertig) für den Drucksensor an; eine lokale Verstärkung ist zulässig, wenn der Anschluss die Festigkeit sonst schwächen würde. (ISO 10497:2021, 5.3.2.8)
Eine vorübergehende Modifikation (z. B. Bohren und Einpassen einer Armatur) ist für Testzwecke zulässig, sofern das Design repräsentativ bleibt; Details werden in Zeichnung/Bericht festgehalten. (ISO 10497:2021, 5.3.2.8; 6.7 h)
Der Hohlraumbinnendruck kann während eines Brandes stark ansteigen, wenn er nicht entlastet wird; die Überwachung ist erforderlich, um nachzuweisen, dass die Auslegung innerhalb sicherer Grenzen bleibt und ein Bruch verhindert wird. (ISO 10497:2021, 5.3.2.8; Einleitung)
ISO 10497 sieht keine ausdrückliche Ausnahme vor; wenn eine Überwachung wirklich nicht möglich ist, muss die Abweichung dokumentiert werden und strenge Konformität kann nicht behauptet werden. (Nicht in ISO 10497 spezifiziert)
Ja. Die Norm legt fest, wie Baugruppen mit mehreren Absperrelementen qualifiziert werden können; wenn alle Absperrelemente und Dichtungen dasselbe Design haben, kann eine Konfiguration den Rest abdecken. (ISO 10497:2021, 4.1.6)
Wenn das Absperrventil mit einem Getriebe getestet wurde, gilt diese Baugruppe als qualifiziert; Tests mit einem Getriebe qualifizieren dasselbe Absperrventil ohne Getriebe, jedoch nicht umgekehrt. (ISO 10497:2021, 4.1.4)
Nein. Diese fallen außerhalb des Anwendungsbereichs der ISO 10497; nur manuell bediente Getriebegehäuse oder ähnliche Mechanismen, die Teil der Absperrvorrichtung sind, fallen in den Anwendungsbereich. (ISO 10497:2021, 1)
Nur wenn sie Teil der Absperrvorrichtung sind und für die Abdichtung relevant; andernfalls gelten andere anwendbare Normen. (ISO 10497:2021, 1)
Nein. Materialgruppen: ferritisch, austenitisch, duplex und Nickellegierungen. Erweiterung kann erfolgen, indem für jede zusätzliche Gruppe ein repräsentativer Absperrschieber getestet wird. (ISO 10497:2021, 7.3.1–7.3.3)
Ein Test kann andere Größen und Druckklassen desselben Basisdesigns innerhalb der Grenzen in den Tabellen 2–3 qualifizieren; ein DN 200 / NPS 8-Test kann alle größeren Größen desselben Designs abdecken. (ISO 10497:2021, 7.1 a); 7.5; Tabellen 2–3)
Qualifikation nach Druckklasse (ISO 10497:2021 — 7.5.2, Tabelle 3)
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Ja. Eine Prüfung bei NPS 8 (DN 200) qualifiziert alle größeren Größen desselben Designs; für kleinere Größen siehe Tabelle 2 für die genaue Abdeckung. (ISO 10497:2021, 7.1 a); Tabelle 2)
| ISO 10497 Tabelle 2 (Qualifikation nach Größe) | |||
| Größe Testabsperrventil | Weitere qualifizierte Größen (NPS/DN) | ||
| NPSa | DNb | NPSa | DNb |
| ½ und kleiner | 15 | Alle Größen 2 und kleiner | Alle Größen 50 und kleiner |
| ¾ | 20 | Alle Größen 2 und kleiner | Alle Größen 50 und kleiner |
| 1 | 25 | Alle Größen 2 und kleiner | Alle Größen 50 und kleiner |
| 1 ¼ | 32 | Alle Größen 2 ½ und kleiner | Alle Größen 65 und kleiner |
| 1 ½ | 40 | Alle Größen 3 und kleiner | Alle Größen 80 und kleiner |
| 2 | 50 | 2 und kleiner; 2 ½; 3; 4 | 50 und kleiner; 65; 80; 100 |
| 2 ½ | 65 | 2 ½; 3; 4; 5 | 65; 80; 100; 125 |
| 3 | 80 | 3; 4; 5; 6 | 80; 100; 125; 150 |
| 4 | 100 | 4; 5; 6; 8 | 100; 125; 150; 200 |
| 5 | 125 | 5; 6; 8; 10 | 125; 150; 200; 250 |
| 6 | 150 | 6; 8; 10; 12 | 150; 200; 250; 300 |
| 8 | 200 | 8 und kleiner | 200 und kleiner |
| a Nennweite (Rohrleitungs- und Pipeline-Absperrventile)
b Nennweite (Rohrleitungs- und Pipeline-Absperrventile) |
|||
Änderungen an nichtmetallischen Sitz-, Spindel- oder Gehäusedichtungen erfordern eine Neubewertung, außer innerhalb derselben Polymer-/Elastomerfamilie (z. B. PTFE→PTFE). Lippenabdichtungen qualifizieren keine O-Ringe und umgekehrt. (ISO 10497:2021, 7.3.5)
Der Endtyp an sich nicht; das Massenkriterium gilt jedoch. Absperrvorrichtungen mit anderen Endverbindungen sind abgedeckt, sofern die Masse ≥ der Testabsperrvorrichtung-Masse oder ≥ 75 % davon ist und die übrigen Kriterien gleich sind. (ISO 10497:2021, 7.1 e)
Oft ja. Ferritische Schraubenmaterialien können austenitische Edelstahl-Schrauben qualifizieren (nicht umgekehrt); andere Legierungen erfordern separate Tests. Ein Mittelbereichstest desselben Designs mit dem neuen Schraubenmaterial kann den Bereich für dieses Material qualifizieren. (ISO 10497:2021, 7.3.4)
Ein ausführlicher Testbericht mit allen Punkten aus 6.7 (z.B. Druck/Temperaturen alle 30 s protokolliert, Ergebnisse bezüglich Leckagen, Zeichnungen/Stücklisten, Anzugsmomente). Absperrarmaturen, die gemäß diesem Dokument getestet wurden, dürfen mit „ISO‑FT“ gekennzeichnet werden. (ISO 10497:2021, 6.7; 8)
Nicht Einhalten der Leckagegrenzwerte oder Nichtbedienbarkeit bedeutet ein fehlgeschlagenen Fire Safe-Test. Die Norm erlaubt eine Ungültigmachung, wenn die Rig-Sicherung öffnet oder wenn Störungen der Einrichtung das Ergebnis beeinflussen. (ISO 10497:2021, 5.1; 4.2.2; 6.2–6.6)
ISO 10497 verlangt keine Benannte Stelle; ob ein Drittsachverständigenzeugnis/-zertifizierung erforderlich ist, wird vom Auftraggeber oder der Aufsicht bestimmt. (Nicht in ISO 10497 spezifiziert)
Ja, in Absprache. Eine Wiederholung muss eine identische Konfiguration und Bedingungen einhalten für Gültigkeit und Vergleichbarkeit. (Nicht in ISO 10497 spezifiziert)
Ja. Fire Safe-Tests bergen Risiken; die Norm enthält Sicherheitshinweise und verlangt Schutzmaßnahmen sowie qualifiziertes Personal. (ISO 10497:2021, 5.1)
ISO 10497 sagt nichts über Kreuzzertifizierung aus. In der Praxis kann ein Brandtest manchmal mehreren Normen dienen, wenn alle Anforderungen erfüllt werden; die Machbarkeit hängt von Größe/Klasse, Druckregelvorgaben, Ablaufsequenzen (z. B. low-pressure operability in ISO/API 607) und der Akzeptanz durch den Endanwender ab.
Bei kleinen Größen (< NPS 2) und niedrigeren Klassen (≤ Klasse 900) sind oft separate Zertifizierungsverfahren erforderlich. (Nicht in ISO 10497 spezifiziert)
Ein Hydrotest zeigt vor allem, dass ein Absperrventil mechanisch robust ist und keine „groben“ Lecks aufweist. Flüchtige Emissionstests sind um ein Vielfaches empfindlicher. Sie suchen nach kleinen Leckagen an der Spindel, Dichtungen und Gehäuseteilen. Genau diese kleinen, kontinuierlichen Lecks bestimmen deinen VOC/Methan-Fußabdruck, LDAR-Werte und Genehmigungsrisiken. Mit FE-Tests kannst du also etwas nachweisen, was ein normaler Drucktest nie zeigt.
Ein gutes FE-Verhalten senkt Ihre Gesamtkosten über den Lebenszyklus: weniger Produktverluste, weniger „Wiederholungstäter“ im LDAR, weniger Notreparaturen, weniger ungeplante Ausfallzeiten und weniger Ansprüche seitens HSE. Ein Ventil mit nachweisbar niedrigen Emissionen kann in der Anschaffung teurer sein, amortisiert sich jedoch oft, da es viel länger innerhalb der zulässigen Leckgrenzen bleibt.
Mit Normen wie ISO 15848-1, ISO 12101, API 622/624/641 sprechen Sie weltweit eine Sprache mit Lieferanten und Endanwendern. Sie vermeiden Diskussionen wie „Was meinen Sie mit Low Emission?“, da in der Norm Testgas, Druck, Temperatur, Anzahl der Zyklen und maximaler Leckagerate festgelegt sind. Das macht Angebote vergleichbar, verhindert Missverständnisse in Verträgen und erleichtert die Abnahme durch verschiedene Länder und Behörden.
Viele Vorschriften schreiben „beste verfügbare Techniken“ und geringe Emissionen vor, nennen aber nicht immer eine spezifische Ventilnorm. Mit FE-getesteten Absperrventilen können Sie nachweisen, dass Sie bewusst auf Low-Emission-Technologie gesetzt haben. Das erleichtert Genehmigungsverfahren, Audits und Umweltnachweise erheblich: Sie können belegen, dass Ihre Anlagenkonfiguration den strengeren VOC- und Methanzielen entspricht.
In der Praxis stellt sich heraus, dass ein großer Teil der bestehenden Ventile mehr leckt als bei der Installation angenommen wurde, zum Beispiel aufgrund von Verschleiß oder Relaxation der Packung. Durch stichprobenartige FE-Tests entdeckt man, welche Typen, Durchmesser oder Anwendungen den größten „Leckbeitrag“ haben. Das bietet eine solide Grundlage, gezielt in Retrofit, Neuverpackung oder Ersatz zu investieren, anstatt überall gleichzeitig beginnen zu müssen.
FE-Tests machen Leistungen messbar und diskutierbar. Dichtungshersteller zeigen mit ISO 12101/API 622-Tests, was ihre Packung oder Dichtung kann; Ventilhersteller zeigen mit ISO 15848-1/API 624/641, was das komplette Ventil leistet; Endanwender können darauf basierend gezielte Anforderungen stellen. Dadurch verlagert sich das Gespräch von „Gefühl und Erfahrung“ zu nachweisbaren Daten über das Emissionsverhalten.
Flüchtige Emissionen sind unerwünschte, oft kleine, aber kontinuierliche Leckagen von flüchtigen Stoffen (zum Beispiel VOCs oder Methan) durch Komponenten wie Ventile, Flansche, Pumpen, Kompressoren, Sicherheitsventile und Gewindeverbindungen. Es handelt sich dabei also nicht um Schornsteine oder kontrolliertes Abblasen, sondern um diffuse Lecks aus der Prozessanlage selbst.
Weil sie gleichzeitig drei Dinge betreffen: Produktverlust, Sicherheit und Umwelt. Viele kleine Lecks zusammen verursachen signifikante VOC- oder Methanemissionen, höhere Explosions- und Gesundheitsrisiken sowie eine schlechtere Emissionsbilanz in Genehmigungen, ESG-Berichten und Klimazielen. Weltweit werden Gesetze und Vorschriften zu VOCs und Methan verschärft, wodurch diese „kleinen“ Quellen immer stärker ins Gewicht fallen.
In den meisten Anlagen sind dies bewegliche Dichtungen und Verbindungen, Spindeldichtungen von Absperrventilen, Packungen, Flanschverbindungen, Pumpen, Kompressoren, Sicherheitsventile und offene Enden. Hierbei kommt es gerade auf die Kombination von Druck, Temperatur, Bewegung und Alterung an, wodurch die Emissionen langsam zunehmen können, wenn nicht bewusst gesteuert wird.
FE-Typprüfungen (zum Beispiel ISO 15848-1, API 622/624/641, ISO 12101) zeigen im Labor, wie „low emission“ eine Komponente oder Dichtung unter standardisierten Bedingungen ist.
Ein LDAR-Programm befasst sich mit dem, was danach im Betrieb geschieht – periodische Messungen in der Anlage, Lecksuche, Reparatur und Berichterstattung. Typprüfungen helfen dir bei der Konstruktion und Auswahl besserer Komponenten, LDAR sichert, dass der gesamte Bestand in der Praxis innerhalb der Emissionsgrenzen bleibt.
Mit nur LDAR kannst du Lecks zwar finden und reparieren, aber du löst die Design-Probleme nicht. Wenn die Basisventile, Packungen und Flansche nicht für niedrige Emissionen ausgelegt sind, wirst du strukturell viele „Leaker“ behalten und viel Reparaturarbeit leisten müssen.
FE-getestete Komponenten senken die Anfangsemission und verlangsamen die Degradation – LDAR wird dann mehr zur Überwachung und Feinabstimmung anstatt zum ständigen Feuerlöschen.
Typentests zeigen, was eine Komponente kann, nicht, was Ventile oder Dichtungen nach jahrelangem Betrieb oder unzureichender Wartung noch leisten. In der Praxis spielen Montagefehler, Verschleiß, Entspannung der Packung, beschädigte Flansche und Prozessänderungen eine große Rolle. Ohne LDAR weiß man nicht, welche Ventile oder Flansche im bestehenden Bestand inzwischen außerhalb der Grenzwerte liegen.
Du kannst FE-Testergebnisse verwenden, um:
• Kleptypen und Dichtungen mit nachgewiesener niedriger Emission bei Neubau und Retrofit zu priorisieren,
• kritische Leitungen auszuwählen, bei denen du tatsächlich zusätzlichen LDAR-Aufwand planst,
• Annahmen in Emissionsfaktoren gegenüber der Genehmigungsbehörde zu untermauern,
• Investitionen (zum Beispiel FE-Upgrade versus mehr Messrunden) fundiert abzuwägen.
In den Niederlanden musst du nach dem Umweltgesetz und dem Bal (Beschluss Aktivitäten Lebensumwelt) deine Emissionen in die Luft mit den Besten Verfügbaren Techniken begrenzen. Für Anlagen mit relevanten flüchtigen organischen Stoffen (VOS)-Leckverlusten bedeutet das in der Praxis: Arbeiten nach BVT-Schlussfolgerungen aus den EU-BREFs, eine LDAR-ähnliche Vorgehensweise basierend auf dem Handbuch diffuse VOS-Emissionen und dem Messprotokoll für Leckverluste anwenden und in deiner Umweltgenehmigung festlegen, wie du das durchführst und überwachst.
Deutschland hat mit TA Luft 2021 eine sehr explizite und strenge Regelung für Emissionen aus Anlagen, in der Ventile, Flansche und andere Apparate ausdrücklich berücksichtigt werden. TA Luft folgt für Absperrorgane ISO 15848-1 als technische Referenz.
Dadurch sind TA-Luft-geeignete oder ISO-15848-1-getestete Ventile für viele europäische und internationale Projekte zum natürlichen Maßstab geworden, auch außerhalb Deutschlands.
Die BREFs und die zugehörigen BAT-Schlussfolgerungen konkretisieren die IED mit konkreten Anforderungen: verpflichtende LDAR-Programme für diffuse VOC, die Verwendung von „geschlossenen Anlagen“ wie emissionsarme Ventile und Flansche sowie Berichtspflichten.
Die Mitgliedstaaten setzen dies in nationale Vorschriften und Genehmigungsbedingungen um. Für Endanwender bedeutet dies, dass in der Politik gezeigt wird, dass die Komponentenwahl (ISO 15848, API, ISO 12101) und der LDAR-Ansatz logisch an diese BAT-Linie anknüpfen.
In diesen Regionen sind die Luft- und Klimagesetze bereits weit fortgeschritten, mit branchenspezifischen Vorschriften für Raffinerien, Chemie und Öl- und Gasanlagen. Sie verpflichten zu LDAR-Programmen, legen Grenzwerte für VOC und Methan fest und benennen ausdrücklich Messtechniken (wie EN 15446 und EPA-Methode 21).
Dadurch entsteht ein klar definiertes Spielfeld, in dem emissionsarme Komponenten und strukturierte LDAR-Programme kein „Nice to have“ mehr sind, sondern eine Voraussetzung dafür, Anlagen betreiben zu dürfen.
Die neue EU-Methanverordnung und ähnliche Regeln in den USA und Kanada konzentrieren sich primär auf Methan, verwenden jedoch die gleichen Bausteine wie die VOC-Politik: LDAR, Begrenzung von Venting/Flaring und Anforderungen an dichte Ausrüstung. Die Infrastruktur und Erwartungen in Bezug auf Überwachung und Berichterstattung verschieben sich damit auf ein Niveau, das auch für VOC-reiche Sektoren maßgeblich wird.
TA Luft und Bal (Beschluss Aktivitäten Lebensumgebung) legen vor allem Emissionsgrenzen und BVT-Anforderungen fest und überlassen die praktische Umsetzung weitgehend BREFs, Genehmigungen und Richtlinien.
VLAREM II, Anhang 4.4.6 geht einen Schritt weiter, indem es ein explizites Mess- und Managementprogramm für flüchtige VOC-Emissionen beschreibt, einschließlich Komponentenkategorien, Emissionsfaktoren und Berichtsinhalt. FE-Typ-Tests bleiben auch hier die Entwurfs- und Auswahlseite, VLAREM regelt, wie Betreiber die tatsächlichen Emissionen abschätzen und überwachen müssen.
Durch die Kombination von drei Ebenen:
• Komponentenebene, verwenden Sie emissionsarme Ventile, Flansche und Dichtungen, die gemäß ISO 15848-1, API 624/641 oder ISO 12101 geprüft sind,
• Installationsniveau, organisieren Sie ein VLAREM-LDAR-Programm mit Method-21-ähnlichen Messungen, Emissionsfaktoren und Berichterstattung,
• Aktenführung, dokumentieren Sie in einer Akte, dass FE-Typentests vorgeschrieben sind, um „technisch dichte“ Geräte auszuwählen. So ist nachweisbar, dass sowohl der Buchstabe (VLAREM) als auch der Geist (BBT, Emissionsreduzierung) der Vorschriften eingehalten werden.
Konzentrieren Sie sich zuerst auf Leitungen, in denen drei Dinge zusammenkommen: hohe Umweltbelastung (toxisch, SVHC, hohe VOC- oder Methanbelastung), hohe LDAR-Belastung (viele Lecks, viele Reparaturen) und hohe Verfügbarkeitsanforderungen. Dort bringt ein FE-Upgrade den größten Gewinn bei Emissionsreduktion, Sicherheit und geringerer LDAR-Belastung pro Jahr.
Wählen Sie eine „Standardroute“ als Rückgrat, – zum Beispiel ISO 12101 + ISO 15848-1 für internationale Projekte oder API 622/624/641 für stark API-gesteuerte Projekte, und legen Sie darüber rechtliche „Schichten“ pro Region (Bal, TA Luft, VLAREM, EPA/CAA) an. So behalten Sie intern eine technische Sprache bei, während nach außen für jedes Land gezeigt wird, wie die lokalen Vorschriften eingehalten werden.
Es gibt kein eigenes „Flüchtige Emissionen Gesetz“, aber nach dem Umweltschutzgesetz und der Verordnung über Umweltaktivitäten (Bal) müssen VOC-Emissionen mit den Besten Verfügbaren Techniken eingeschränkt werden. Für Anlagen mit relevanten VOC-Leckverlusten wird in Genehmigungen nahezu standardmäßig ein LDAR-Programm auferlegt, das auf dem „Messprotokoll für Leckverluste flüchtiger organischer Stoffe“ und dem Handbuch diffuse VOC-Emissionen basiert.
In der Praxis arbeiten Unternehmen mit dem „Messprotokoll für Leckverluste, Flüchtige Organische Stoffe“, in dem die Schnüffelmethode (EN 15446-ähnlich) und OGI als BVT für Leckortung und Reparatur beschrieben werden, einschließlich Schwellenwerte, Inspektionsfrequenzen und Berichterstattung für Genehmigung und Umweltjahresbericht.
Nicht für jede Anlage, aber in Branchen wie Raffinerie, organisch-chemischer Industrie und Tanklagerung wird LDAR in der Umgebungsbewilligung oft auf Basis von EU-BAT-Schlüssen für diffuse VOC-Emissionen verpflichtend vorgeschrieben. Das Messprotokoll Leckverluste wird dann ausdrücklich als Umsetzung genannt.
In Deutschland sind das Bundes-Immissionsschutzgesetz (BImSchG) und vor allem die Technische Anleitung zur Reinhaltung der Luft (TA Luft 2021) maßgeblich. Die TA Luft 2021 verweist für Ventile explizit auf ISO 15848-1 als Referenz für Tests auf flüchtige Emissionen und legt Grenzwerte für Leckagen unter anderem bei Flanschverbindungen fest.
TA Luft schreibt nicht vor, dass jedes einzelne Ventil getestet sein muss, aber sie legt fest, dass für Absperrarmaturen der „Stand der Technik“ gemäß ISO 15848-1 eingehalten wird. In der Praxis verlangen viele deutsche und internationale Chemieunternehmen daher ISO-15848-1-getestete oder TA-Luft-zertifizierte Ventile in ihren Spezifikationen.
Der Kern ist die Europäische Industrieemissionsrichtlinie (IED 2010/75/EU). Diese wird in BAT-Schlussfolgerungen und BREF-Dokumenten ausgearbeitet, in denen explizit Techniken wie LDAR, dichte Ausrüstungen (low emission valves, dichte Flansche) und Grenzwerte für diffuse VOC-Emissionen festgelegt sind. Die Mitgliedstaaten müssen dies über Genehmigungen und nationale Vorschriften (wie Bal, TA Luft) umsetzen.
Ja, für die Öl- und Gassektoren. Die EU-Methanverordnung verpflichtet Betreiber in der Energiekette, Methanlecks aufzuspüren, LDAR-Programme einzurichten, Venting und Flaring zu begrenzen und darüber zu berichten. Flüchtige Emissionen aus Absperrventilen, Flanschen und anderen Komponenten sind dabei explizit ein Schwerpunkt.
In den USA ist der Clean Air Act die Grundlage, ausgearbeitet in NSPS/NESHAP-Verordnungen pro Sektor. Diese verweisen auf EPA-Methode 21 als Standard für VOC-Lecksuche und verpflichten viele Anlagenkategorien zu einem formellen LDAR-Programm mit periodischer Überprüfung, Reparaturfristen und Dokumentation.
Methode 21 beschreibt, wie VOC-Lecks mit einem FID/PID gemessen werden, einschließlich Messabständen, Ansprechzeiten und Leckschwellen. Diese Methode ist in Dutzenden von Bundesvorschriften als verpflichtendes Messprotokoll für LDAR-Programme verankert, unter anderem bei Ventilen, Flanschen, Pumpen und Druckentlastungsventilen.
Ja, Kanada hat die bundesweiten „Regulations Respecting Reduction in the Release of Methane and Certain VOCs (Upstream Oil and Gas Sector)“. Diese legen Grenzwerte und LDAR-Pflichten für Methan und VOCs aus Upstream-Anlagen fest, einschließlich Inspektionsfrequenzen und Reparaturfristen für Lecks. Provinzen können zusätzliche Anforderungen stellen.
Die Gesetze und Richtlinien (Bal, TA Luft, IED, Clean Air Act, kanadische Methanregelungen) schreiben meist keine spezifische Ventilnorm vor, sondern verlangen „bestverfügbare Techniken“ und geringe flüchtige/diffuse Emissionen.
ISO 15848-1, API 622/624/641 und TA-Luft-basierte Prüfungen sind dann der technische Nachweis, dass ein Ventil den Emissionsanforderungen entspricht.
Nein. Jedes Land oder jede Region hat eigene Luft- und Klimagesetze, aber der Trend ist derselbe: strengere Anforderungen für VOC- und Methanemissionen, verpflichtende LDAR-Programme und Fokus auf BAT.
In der Praxis nähern sich die technischen Standards an, mit ISO 15848-1, TA Luft, EPA Method 21 und EN 15446 als erkennbare Referenzen.
Ein Typentest ist eine Bewertung des Designs eines repräsentativen Ventils aus einer Designfamilie. Dieses Ventil wird stark belastet, beispielsweise durch viele mechanische Zyklen und Temperaturschwankungen, um die Leistungsfähigkeit des Designs zu klassifizieren.
Ein Produktionstest ist eine (stichprobenartige) Kontrolle von Serienstücken aus der Fabrik unter begrenzten, praxisnahen Bedingungen. Der Typentest qualifiziert das Design, der Produktionstest überprüft, ob die gelieferten Ventile dieses Niveau in der Praxis weiterhin erreichen.
LDAR steht für Leak Detection And Repair. Es ist ein strukturiertes Programm, um Leckagen von flüchtigen Stoffen (z.B. VOCs, Methan) bei Komponenten wie Armaturen, Flanschen und Pumpen systematisch zu erfassen, zu dokumentieren und zu reparieren. Das Ziel ist es, Emissionen nachweislich zu begrenzen, Genehmigungsanforderungen einzuhalten und unnötige Produktverluste zu vermeiden.
Weil Methan besser der Praxis und den Umweltanforderungen entspricht. Helium ist ideal, um sehr kleine Leckraten mit einem Vakuumleckdetektor zu messen, aber es ähnelt nicht den echten Prozessgasen. Methan ist repräsentativ für Kohlenwasserstoffe und entspricht der Messung im Feld, beispielsweise mit FID-Geräten in LDAR-Programmen, die oft in ppmv Methan oder „total hydrocarbons“ arbeiten.
Indem auch Methan als Tracer zugelassen wird, können Testergebnisse direkt mit Grenzwerten und Messmethoden aus Genehmigungen, TA Luft und LDAR verknüpft werden. Gleichzeitig bleibt Helium für sehr empfindliche, quantitative Leckratenmessungen mit einem Massenspektrometer verfügbar. Die Norm erlaubt beide Optionen: Helium für die höchste Messsensitivität oder Methan, wenn Praxisnähe und Regulierung wichtiger sind.
Formal: nein, nicht eins zu eins. ISO 15848-1 und ISO 12101 sagen ausdrücklich, dass keine beabsichtigte Korrelation besteht zwischen:
• den gesamten Heliumleckraten (Pa·m³/s oder mbar·l/s, gemessen mit Vakuum/Bagging), und
• den lokalen Methankonzentrationen in ppmv (Schnüffelmethode), und auch nicht zwischen den Heliumklassen (AH/BH/CH) und den Methanklassen (AM/BM/CM).
In der Praxis kann man nur unter strikt identischen Messbedingungen einen physikalischen Vergleich anstellen – gleiche Methode, Druck, Geometrie und beide als Leckrate z.B. in Pa·m³/s. Selbst dann bleibt es eine Annäherung, da sich Helium und Methan unterschiedlich verhalten. Für Norm- oder Vertragsbewertung darf man also nicht mit einem einfachen Umrechnungsfaktor arbeiten, sondern muss im Medium und mit der Messmethode testen, die die Norm vorschreibt.
ISO 15848-1 möchte einen echten Leckstrom erfassen, nicht nur eine Gaskonzentration in der Luft. Bei der Vakuummethode steht die Innenseite des Absperrventils unter einem bekannten Überdruck mit Helium, während die Außenseite an einen Helium-Leckdetektor im Vakuummodus angeschlossen ist. Dieser pumpt das austretende Helium ab und wandelt das Signal direkt in einen Leckdurchfluss um (zum Beispiel Pa·m³/s oder mbar·l/s), welcher mit einem Kalibrierleck verglichen wird.
Bei einem Schnüffeltest misst man vor allem die Konzentration um das Leck, stark beeinflusst durch Entfernung, Zugluft und Turbulenzen. Die Vakuummethode ist viel empfindlicher, besser kalibrierbar und weniger vom Bediener abhängig. Dadurch sind Leckwerte zwischen verschiedenen Laboren reproduzierbar und gut vergleichbar, genau das, was die Norm bezweckt.
Ein Leckwert der Klasse AH ist dabei so klein, dass er praktisch nur mit der Vakuummethode zuverlässig gemessen werden kann.
ISO 12101 ist für die Art der Prüfung von Stemmdichtungen vorgesehen, in einem Prüfaufbau, der für Ventile repräsentativ ist. Die Norm bietet ein Klassifizierungssystem und Testverfahren, um die Leistung verschiedener Stemmdichtungsdesigns hinsichtlich flüchtiger Emissionen zu vergleichen.
Die Norm ist vor allem relevant für Verpackungs- und Dichtungshersteller, aber auch für Endanwender und Absperrklappenhersteller. Sie können im Voraus sehen, welche Stellriegeldichtungen eine bestimmte Klasse der flüchtigen Emissionsleistung erreichen, bevor komplette Ventile beispielsweise nach ISO 15848-1 getestet werden.
Die Norm unterscheidet unter anderem Viertelumdrehungen, nicht rotierende aufsteigende Spindeln und rotierende aufsteigende Spindeln, sodass dieselbe Spindelabdichtung unter verschiedenen Bewegungsprofilen bewertet werden kann.
Die Norm deckt kompressible Dichtungen mit und ohne Vorspannung, Elastomere und druckaktivierte Dichtungen ab. Damit geht ISO 12101 ausdrücklich über nur geflochtene (braided) Graphitdichtungen hinaus.
ISO 12101 qualifiziert nur die Stimm-Dichtung in einem Testprüfstand, nicht das komplette Ventil. Zuerst qualifizieren Sie also das Dichtungsdesign, danach können Abschaltvorrichtungen mit dieser Dichtung nach anderen Normen, beispielsweise ISO 15848-1, getestet werden.
Die Norm beschreibt Dichtigkeitsklassen für Tests mit Helium und Methan als Spurengas. So kann ein Dichtungshersteller nachweisen, welche Leckageklasse zu einem bestimmten Medium und einer bestimmten Messmethode gehört.
ISO 12101 führt Dauerklassifikationen basierend auf der Anzahl der mechanischen Zyklen und der Schieberverstellung ein. Dadurch können Sie Dichtungssitze für beispielsweise Absperrklappen mit wenigen Zyklen oder Regelventile mit sehr vielen Zyklen qualifizieren.
ISO 12101 ist eine Ergänzung, wenn Sie verschiedene Dichtungsdesigns vergleichen möchten, ohne für jedes Design einen vollständigen Ventiltest durchzuführen. Die Ergebnisse helfen bei der Auswahl von Dichtungen in Ventilen, die später gemäß ISO 15848-1 oder API-Normen getestet werden.
Die Norm erlaubt, die Qualifikation auf Stammdurchmesser von etwa der Hälfte bis zum Doppelten des getesteten Durchmessers auszudehnen. Voraussetzung ist, dass Design, Materialien und Toleranzen gleich bleiben.
Für Endanwender und Ingenieurbüros ist ISO 12101 nützlich, um in Leistungsverzeichnissen zu fordern, dass Dichtungen eine bestimmte ISO-12101 Leistungsklasse haben. Damit werden Leistungsanforderungen eindeutig und Angebote sind untereinander besser vergleichbar.
ISO 15848-1 ist für Typprüfungen kompletter Industrieregler gedacht. Die Norm klassifiziert die externe Leckage von Schaftdichtungen und Gehäusedichtungen bei der Anwendung mit flüchtigen Emissionen und gefährlichen Medien.
ISO 15848-1 konzentriert sich auf externe Leckagen durch Absperrdichtungen und Gehäusedichtungen. Die Norm gibt Leckagen als Leckrate oder Gaskonzentration eines Tracergases (meist Helium oder Methan) an und ordnet diese Dichtheitsklassen und Dauerhaftigkeitsklassen zu.
Die Norm gilt für Absperr- und Regelventile, sowohl Mehrgang-, Linear- als auch Viertelumdrehungsventile. Voraussetzung ist, dass sie für den Einsatz mit flüchtigen organischen Stoffen oder gefährlichen Gasen und Flüssigkeiten ausgelegt sind.
ISO 15848-1 erlaubt verschiedene Messmethoden, zum Beispiel Schnüffeltests und Kammer-Systeme, solange die Ausrüstung ausreichend empfindlich ist und korrekt kalibriert wird. Die Norm spezifiziert minimale Nachweisgrenzen und Messabstände.
ISO 15848-2 ist für Produktionsabnahmetests von Absperrventilen gedacht, deren Design bereits gemäß ISO 15848-1 einen Typenschein besitzt. Es handelt sich um stichprobenartige Kontrollen von Produktionsventilen bezüglich der externen Dichtheit von Spindel und Gehäuse, damit ein Hersteller nachweisen kann, dass Serienstücke die erforderliche FE-Leistung erreichen.
API 622 ist für die Typprüfung von Prozesspackungen (kompressible Packungen) für Ventilstängel (Stems) vorgesehen, die auf flüchtige Emissionen abzielen. Die Norm vergleicht verschiedene Packungssysteme in einer standardisierten Vorrichtung unter Methan, Druck-, Temperatur- und mechanischen Zyklen sowie zusätzlichen Korrosions- und Materialtests.
API 624 dient zur Typprüfung von Schrägsitzventilen mit steigender Spindel und flexibler Graphitdichtung hinsichtlich ihres Verhaltens bei Flüchtigen Emissionen unter festgelegtem Druck, Temperatur und Anzahl der Zyklen. Der Test ist hauptsächlich für Ventile in Prozessanlagen mit VOCs und anderen gefährlichen Medien vorgesehen.
API 641 ist für Typprüfungen von Vierteldreh-Absperrarmaturen (wie Kugelhahn und Absperrschieber) auf flüchtige Emissionen vorgesehen. Wie API 624 verwendet die Norm ein standardisiertes Profil mit Methan als Prüfgas, ist jedoch speziell auf 90° drehbare Absperrarmaturen ausgerichtet.
TA-Luft ist eine deutsche Emissionsvorschrift, die Grenzwerte für Emissionen in die Luft festlegt, einschließlich strenger Grenzwerte für Flüchtige Emissionen von Armaturen, Pumpen und Flanschen. Es ist keine Prüfnorm, sondern eine gesetzliche Anforderung; verschiedene FE-Prüfnormen werden verwendet, um im Rahmen der TA-Luft nachzuweisen, dass Ausrüstungen ausreichend dicht sind.
Ja. Die ISO 12101 schreibt vor, dass Stem-Seals in einer Testvorrichtung geprüft werden, aber diese Vorrichtung darf vom Seal- oder Ventilhersteller selbst entworfen werden, solange sie repräsentativ für ein Industrieventil ist und alle vorgeschriebenen Druck- und Temperaturbedingungen aushält. Das kann also eine speziell entworfene Vorrichtung sein, aber auch ein (standardisiertes) Testabsperrventil, das als Vorrichtung eingesetzt wird.
Wichtig ist, dass alle relevanten Geometrie- und Konstruktionsdetails der verwendeten Vorrichtung oder des Testventils im Prüfbericht festgehalten werden. So können Ventilhersteller die Bedingungen und Leistungen später reproduzieren und das getestete Stem-Seal auf dieselbe Weise in ihren eigenen Ventilen anwenden.
ISO 12101 ist als Ergänzung zu ISO 15848-1 konzipiert: Hersteller können mit ISO-12101-Berichten nachweisen, dass ihre Stem-Dichtung unter repräsentativen Bedingungen gut funktioniert, und diese Dichtungen anschließend in Klappen einsetzen, die gemäß ISO 15848-1 qualifiziert sind.
Für beide. Hersteller von Stemdichtungen können ihre Dichtungssysteme einer Typprüfung unterziehen und klassifizieren lassen; Armaturenhersteller wählen daraus Kombinationen, deren Leistung nachweisbar ist. Endanwender profitieren, weil sie Spezifikationen und Berichte mit einer erkennbaren ISO-12101-Klassifikation anfordern können.
In der Praxis fehlten oft entscheidende Angaben zu Stemmdichtungen, wie minimale Oberflächendrücke, Montageanweisungen und Grenzwerte. Bestehende Normen konzentrierten sich entweder auf komplette Armaturen (ISO 15848-1, API 624/641) oder auf Packungen in einer Standardvorrichtung (API 622).
ISO 12101 legt den Fokus speziell auf die Stemmdichtung selbst, mit realistischeren Geometrien und vollständiger Dokumentation.
ISO 15848-1 ist für Typprüfungen mit Druck, Temperaturzyklen und mechanischen Zyklen ausgelegt, bei denen externe Leckage über Spindel und Gehäuse mit Helium oder Methan gemessen wird. Die Norm kennt Dichtheitsklassen (A, B, C) und verschiedene Dauerkriterien für die Anzahl der Betätigungszyklen.
ISO 15848-1 ist für industrielle Isolier- und Regelventile vorgesehen, sowohl linear als auch Viertelumdrehung, die mit flüchtigen luftverunreinigenden Stoffen oder gefährlichen Medien eingesetzt werden.
ISO 15848-1 beschreibt Tests von kryogen (etwa −196 °C) bis zu hohen Temperaturen (typischerweise bis +400 °C) mit entsprechenden Temperatur- und Zyklusprofilen. Dadurch können Armaturen für verschiedene Prozessbedingungen qualifiziert werden.
Helium ist sehr gut als Tracer für sehr niedrige Leckraten geeignet, während Methan besser zu praktischen LDAR-Programmen und VOC-Emissionen passt. ISO 15848-1 bietet keine normative Eins-zu-Eins-Korrelation zwischen Helium und Methan, sondern definiert separate Dichtheitsklassen für beide.
ISO 15848-2 verlangt, dass aus jeder Produktionsserie eine Stichprobe von Ventilen auf flüchtige Emissionen getestet wird. Für Endanwender bedeutet dies, dass sie nicht nur ein Typenzertifikat haben, sondern auch eine Sicherstellung, dass Serienventile die vereinbarte Emissionsklasse erreichen.
Genauso wie ISO 15848-1 konzentriert sich ISO 15848-2 auf externe Leckage durch Schaftdichtung und Gehäusedichtungen. Endanschlüsse, Vakuumanwendungen sowie Korrosions- oder Strahlungseinflüsse fallen nicht in den Anwendungsbereich.
Die Norm schreibt vor, dass mindestens ein Absperrventil pro Los, Typ, Druckklasse und Nennmaß zufällig ausgewählt werden muss. Die genaue Auswahl eines Ventils wird in Absprache zwischen Hersteller und Endanwender festgelegt.
API 622 Packungsprüfung mit Methan als Prüfgas bis ca. 41,4 barg (600 psig) und Zyklen zwischen Umgebungstemperatur und etwa 260 °C, kombiniert mit 1.510 mechanischen Zyklen. So entsteht ein repräsentatives Bild des Packungsverhaltens in typischen Prozessabsperrventilen.
API 622 verwendet einen standardisierten Testaufbau für alle Packungstypen, wodurch die Ergebnisse verschiedener Anbieter direkt vergleichbar sind. Die Norm ist somit vor allem eine Vergleichsbasis, kein Werk-zertifikat für komplette Absperrventile.
API 622 deckt Absperrventile mit aufsteigendem und rotierendem Spindel (rising und rotating stem) ab. Die Vorrichtung simuliert die relevanten Bewegungen und Belastungen der Stammabdichtung.
Neben dem FE-Test umfasst API 622 auch Korrosionstests (kalt und warm) an Stamm- und Stempel-Dichtungen sowie Materialtests wie Gewichtsverlust, Dichte, Schmiermittelgehalt und Auslaugung von Komponenten.
API 624 beschreibt eine feste Anzahl von Betriebszyklen unter konstantem Druck und Temperatur, was eine langfristigere Belastung simuliert als ein einfacher Endtest. Der Fokus liegt auf stabilen Emissionsleistungen während der gesamten Testdauer.
Viele Raffinerie- und Petrochemiestandards verlangen API-624-Typ-Tests für Stahl-Schieber- und Absperrkugelhähne mit flexiblem Graphitdichtung in Flüchtigem Emissionsdienst. Dies gilt besonders für kritische Medien wie Benzol oder andere VOCs.
API 641 ist vor allem relevant für Prozessanlagen, in denen viele Vierteldrehungs-Absperrschieber verwendet werden, wie Kugel- und Schmetterlingsventile in Rohrleitungen, Tankfarmen und Gas- und Öl-Anlagen, bei denen die Reduzierung von VOC-Emissionen Priorität hat.
API 641 verwendet wie API 624 Methan als Testgas, da die Norm stark auf VOC-Emissionen aus Kohlenwasserstoffprozessen und LDAR-Programmen ausgerichtet ist, die ebenfalls mit Methanmessungen arbeiten.
TA-Luft ist eine gesetzliche Emissionsverordnung, keine Prüfnorm. Die technischen Regeln verweisen jedoch auf Prüfstandards und Grenzwerte für Absperrorgane und andere Bauteile. Hersteller verwenden unter anderem ISO 15848-1, API 624/641 und ISO 12101, um nachzuweisen, dass sie die TA-Luft-Anforderungen erfüllen.
TA-Luft setzt niedrige zulässige Konzentrationen (ppmv-Bereich) für VOC-Lecks an Absperrventilen, Pumpen und Flanschen fest. In der Praxis bedeutet dies, dass nur hochwertige Sitz- und Gehäusedichtungen, oft mit zusätzlichen FE-Tests, diese Grenzwerte erfüllen können.
Lebendbelastete Dichtungen (mit Federn) kompensieren Relaxation, Kriechen und thermische Zyklen. ISO 12101 beschreibt diese Kategorie explizit, damit ihr tatsächlicher Vorteil in Bezug auf stabile Dichtheit unter FE-Bedingungen nachweisbar wird.
Ja. ISO 15848-1 definiert externe Leckagemessungen sowohl an Stamm/Welle als auch an Gehäuseteilen. In FE-kritischen Anlagen können beide zu den Gesamtemissionen beitragen, deshalb werden sie gemeinsam getestet und bewertet.
Nein. ISO 15848-1 konzentriert sich auf die Dichtheit gegenüber der Umgebung (flüchtige Emissionen), während ISO 5208 hydraulische Druck- und Sitzdichtheitsprüfungen behandelt.
In einem vollständigen Qualifikationsprogramm werden beide Normen nebeneinander angewendet.
Für Absperrarmaturenhersteller, die neben Typzertifikaten auch Serienqualität nachweisen möchten, für Endanwender mit strengen FE-Anforderungen in Ausschreibungen und für unabhängige Prüflaboratorien, die Produktionsabnahmetests durchführen.
API 622 wird vor allem bei flexiblen Graphit-Packungen und PTFE-/Graphit-Kompositen angewendet, da dies die dominierenden Materialien für hochwertige FE-Anwendungen in Prozessabsperrarmaturen sind.
Teilweise. Beide konzentrieren sich auf die Abdichtung, nicht auf das gesamte Ventil. API 622 verwendet eine vollständig standardisierte Vorrichtung und ein Testprogramm, während ISO 12101 Raum für eine maßgeschneiderte Vorrichtung lässt, die der tatsächlichen Ventilgeometrie näher kommt.
API 624 ist spezifischer (nur rising-stem-Absperrarmaturen, feste Bedingungen) und wird häufig als Mindest-FE-Anforderung in Raffineriespezifikationen verwendet. ISO 15848-1 ist breiter in Armaturtypen und Temperaturbereichen und bietet ein umfangreicheres Klassifizierungssystem. Für High-End-Anwendungen werden beide häufig kombiniert.
Weil das Dichtverhalten eines 90° drehenden Kugelhahns wesentlich anders ist als das eines aufsteigenden Absperrschiebers. API 641 legt ein spezifisches Testprofil für Viertelumdrehungsgeometrie fest, während API 624 von aufsteigenden Stellbewegungen ausgeht.
Ja. In der EU werden über BREF-Dokumente und nationale Genehmigungen Anforderungen an VOC-Emissionen gestellt. In Belgien spielt beispielsweise VLAREM eine Rolle, in den Niederlanden das Bal (Besluit activiteiten leefomgeving), das Umweltschutzgesetz und Genehmigungen. TA-Luft ist jedoch eine der strengsten und explizitesten Referenzen für FE-Leckgrenzen.
Überholungsbetriebe können Stem-Seals einkaufen, die gemäß ISO 12101 getestet sind, und diese während der Revision auf bestehenden Absperrventilen anwenden, unter Berücksichtigung der im Prüfbericht festgelegten Kompression, Oberflächenrauheit und Montageparameter. So wird ein altes Ventil auf moderne FE-Leistung aufgerüstet, ohne das Gehäuse zu ersetzen.
Weil Fehler bei der Montage (falsches Drehmoment, falsche Reihenfolge der Ringe, schlechte Oberflächenrauigkeit) oft mehr Einfluss haben als das Material selbst. ISO 12101 verlangt, dass diese Parameter im Bericht festgehalten werden, damit die getestete Leistung reproduziert werden kann.
Klasse AH (strengste Heliumklasse bei hoher Temperatur) ist in der Praxis meist nur mit Blasendichtungen oder gleichwertigen Schachtabdichtungen erreichbar. Für viele konventionelle Packungsentwürfe ist dies eine ambitionierte Grenze, was zugleich zeigt, wie herausfordernd echte Null-Emissionsziele sind.
Streng genommen gibt es „zero Emission“ nicht, denn es wird immer ein ganz kleines bisschen Leckage oder Diffusionsgas geben. Was wir jedoch können, ist, dass die Emissionen so klein sind, dass sie unterhalb der Nachweisgrenze oder unter strengen Normgrenzen bleiben.
In Zertifikaten und Berichten sprechen wir daher über gemessene Leckwerte und Emissionsklassen, nicht über wirklich „null Leckage“.
API 622 enthält spezielle „Ambient“- und „Hochtemperatur“-Korrosionstests, bei denen Packungen längere Zeit in Kontakt mit Metallcoupon(s) in wässriger Umgebung stehen. Nach Abschluss werden Lochfraß und Haftung der Korrosionsprodukte beurteilt.
Weil bei höheren Temperaturen die Oxidation, das Kriechen und die Relaxation von Graphit- und PTFE-Packing stark zunehmen. Durch Tests bis 538 °C wird sichtbar, welche Packungssysteme ihre Dichtheit im Hochtemperaturbetrieb behalten.
Rechtlich ist ISO 15848-2 nicht automatisch verbindlich, aber der Genehmigungsgeber oder Endanwender kann in den Spezifikationen verlangen, dass Absperrarmaturen nicht nur eine Typenzertifizierung haben, sondern auch periodisch gemäß ISO 15848-2 als Teil der Qualitätssicherung getestet werden.
ISO 12101 konzentriert sich bewusst auf Dichtheit und mechanisch/thermische Leistung. Korrosion fällt außerhalb des Anwendungsbereichs und kann ergänzend mit anderen Normen (oder kundenspezifischen Tests) bewertet werden. So bleibt die Norm übersichtlich und auf das FE-Verhalten fokussiert.
Die Norm wurde im ISO/TC 153 (Ventile) entwickelt, mit aktiver Beteiligung von ESA (European Sealing Association), FSA (Fluid Sealing Association-USA) und verschiedenen Industrie- und Endnutzervertretern. Dadurch entspricht der Inhalt sowohl der europäischen als auch der internationalen Praxis.
Die Norm schreibt vor, dass Tests mit brennbaren oder Inertgasen unter Druck und bei Temperatur nur mit passenden Sicherheitsmaßnahmen, erfahrenem Testpersonal und geeigneter Ausrüstung durchgeführt werden dürfen.
Für einige große Öl- und Gasunternehmen ist API 622 eine zwingende Anforderung in Einkaufs- und Materialspezifikationen. Für andere Anwender ist es eine Best-Practice-Referenz zur Auswahl von Packungen. In beiden Fällen vermittelt ein API-622-Bericht Vertrauen in die FE-Leistung der Packung.
Nein. In einer Anlage mit überwiegend Rising-Stem-Absperrventilen liegt API 624 nahe; bei einer dominanten Population von Kugelhähnen/Absperrklappen ist API 641 logischer. In gemischten Systemen wählen viele Endanwender eine Kombination aus ISO 15848-1 (generisch) plus API 624/641 für bestimmte kritische Leitungen.
Wer jetzt nur „TA-Luft-taugliche“ Absperrklappen verlangt, kann mit ISO 12101 eine zusätzliche Spezifizitätsebene hinzufügen: Neben einem TA-Luft-Verweis wird dann beispielsweise eine ISO-12101-Klasse und ein API-622- oder ISO-15848-1-Bericht gefordert. So wird klar, welche Stem-Dichtung tatsächlich getestet wurde und unter welchen Bedingungen.
Durch die Dichtheits- und Dauerklassen zwingt die Norm Konstrukteure, Entscheidungen über die Art des Stellmechanismus (Stopfbuchse, Balg, Dichtungseinheit), Materialkombinationen und Toleranzen zu treffen. Eine höhere Klasse führt direkt zu strengeren Design- und Kostenanforderungen.
Eine typische Kombination ist ISO 12101 zur Qualifizierung eines spezifischen Stimm-Siegeldesigns in einer repräsentativen Vorrichtung, plus API 622 als „Basis-“Anforderung für die verwendete Graphitpackung. So weisen Sie sowohl Materialqualität als auch Systemverhalten nach.
Indem weltweit ein einheitlicher Rahmen für das Testen und Berichten der Stimmabdichtungsleistung geboten wird, wird es für alle Parteien einfacher, schlechte Lösungen auszumustern und bewährte, hochwertige Dichtungen zu standardisieren. Das führt strukturell zu weniger Leckagen, längeren Standzeiten und geringeren Flüchtigen Emissionen.
Grundsätzlich ist das erlaubt, aber es gibt klare Einschränkungen. Eine API 622 Prüfvorrichtung ist exakt in der Norm API 622 festgelegt und ist für höhere Temperaturen sowie eine lineare Stängelbewegung (rising stem) vorgesehen. Die Vorrichtung ist darauf ausgelegt, vergleichende Testergebnisse von Stängeldichtungen zu ermitteln.
Für ISO 12101 muss die Vorrichtung repräsentativ für die beabsichtigte Anwendung sein. Wenn Sie andere Stängeldurchmesser, andere Temperaturbereiche, Rauheiten oder eine andere Stängel(spindel)bewegung testen möchten, wie z.B. Vierteldrehung, kann eine API 622 Vorrichtung dafür ungeeignet sein. Überprüfen Sie daher stets, ob die Prüfvorrichtung alle vorgeschriebenen ISO 12101-Bedingungen (Maße, Bewegung und Temperaturen) abdecken kann, andernfalls ist eine angepasste oder andere Vorrichtung erforderlich.
Ein Fugitive Emission Test ist ein Dichtigkeitstest, der speziell Emissionen in die Atmosphäre betrachtet, also die kleinen Lecks an Stell- oder Spindeldichtungen, Dichtungen und Gehäuseverbindungen, nicht aber die interne Sitzdichtigkeit.
Das Ventil oder die Stellungsdichtung wird dabei mit Druck, Temperatur und mechanischen Zyklen gemäß einer Norm wie ISO 15848-1, ISO 12101 oder API 622/624/641 belastet, während die externe Leckage kontinuierlich mit einer geeigneten Leckerkennungsmethode gemessen wird.
FE-Tests sind relevant für drei Gruppen, – Endnutzer/Anlagenbesitzer, die Emissionen, Sicherheit und Genehmigungsrisiken reduzieren wollen, Armaturenhersteller, die nachweislich emissionsarme Ventile liefern möchten, und Dichtungs-/Packungshersteller, die die Leistung ihrer Dichtungen unter FE-Bedingungen belegen möchten.
Gemeinsam nutzen sie die Testergebnisse, um Designs zu verbessern, Produkte zu zertifizieren und LDAR-Strategien zu verfeinern.
Ein FE-Test bei ITIS liefert mehr als nur einen Leckagewert, man erhält einen vollständigen Testbericht mit allen relevanten Bedingungen (Norm, Medium, Druck, Temperatur, Zyklen), eine klare Bewertung im Vergleich zur geforderten Klasse oder Grenzwert und, wo zutreffend, einen ISO 17025-Testbericht. Über das ITIS Cloud Portal können Testberichte und Zertifikate gefunden werden.
Der FE-Testbericht von ITIS enthält unter anderem die Identifikation des Testobjekts (Typ, Größe, Druckklasse, Seriennummer), die angewandte Norm(en) und Testklassen, eine Beschreibung der Dichtung/Abdichtung und relevanter Materialien, den Testaufbau und die Messmethode, eine Übersicht der Zyklen, Druck und Temperatur sowie die gemessenen Leckraten pro Schritt.
Im Bericht wird angegeben, ob die gemessenen Werte niedriger oder höher als die spezifizierte maximale zulässige Leckrate gemäß Norm und/oder Auftrag sind. ITIS bewertet dabei selbst nichts, wir berichten ausschließlich die Messergebnisse. Ob die Testergebnisse akzeptabel sind, liegt beim Kunden oder Endnutzer.
ITIS verwendet je nach Norm und Zielsetzung verschiedene Testmethoden, Schnüffelmessungen (Helium, Methan, Wasserstoff) für Stemmdichtungen und Gehäusedichtungen, Vakuum-Massenspektrometrie mit Helium für sehr empfindliche Leckmengenmessungen und manchmal Kammeranlagen oder Bagging.
Die Absperrvorrichtungen oder Stemmdichtungen werden in repräsentativen Testaufbauten montiert, mit automatisierter Steuerung für Zyklen und kontinuierlicher Protokollierung von Druck, Temperatur und Leckrate, sodass das gesamte Emissionsverhalten über den Test sichtbar wird.
Mit ITIS wählen Sie ein unabhängiges, spezialisiertes Prüflabor, das gegebenenfalls unter ISO 17025 Akkreditierung arbeitet, mit Erfahrung sowohl in Typprüfungen als auch in kundenspezifischen Tests. Sie profitieren von sicheren Testeinrichtungen, klarer Berichterstattung gemäß der Norm und der Möglichkeit, Tests online mitzubeobachten oder nachzuverfolgen.
Durch unsere Erfahrung mit Endanwendern, Absperrvorrichtungs-, Stem Seal- und Dichtungsherstellern können wir zudem bei praktisch durchgeführten Testprogrammen mitdenken, die auch auf praktische Situationen abgestimmt sind.
Shell MESC SPE 77/312 ist eine Spezifikation für das Testen und Qualifizieren von Absperrventilen, die unter anderem Drucktests, Funktionstests und abhängig von Version und Projekt zusätzliche Leck- oder FE-Anforderungen enthalten kann.
Für Projekte, in denen SPE 77/312 vorgeschrieben ist, kann ITIS die relevanten Druck- und Lecktests durchführen und, falls vereinbart, mit Flüchtige Emission Tests gemäß ISO 15848-1 oder API-Normen kombinieren. So entsteht ein integriertes Testprogramm, das sowohl den Shell-Spezifikationen als auch den FE-Normen entspricht.
Ja. Neben Tests gemäß ISO 15848-1/-2, ISO 12101 und API 622/624/641 kann ITIS auch projekt- oder kundenspezifische Protokolle durchführen. Denken Sie an angepasste Druck- und Temperaturprofile, zusätzliche Zyklen, eine Kombination aus Seat- und FE-Tests oder spezifische Berichtsformate für EPCs und Endnutzer.
Wichtig ist, dass das Testprogramm im Voraus klar festgelegt wird, welche Norm oder Spezifikation die Grundlage bildet, welche zusätzlichen Schritte hinzugefügt werden und welche Akzeptanzkriterien gelten. So sind die Ergebnisse später repräsentativ gegenüber Auftraggeber, Endnutzer oder Genehmigungsbehörde.
Bei vielen Projekten ist es effizient, FE-Tests mit anderen Tests zu kombinieren, zum Beispiel: zuerst Sitz- und Drucktests nach ISO 5208 oder Projektspezifikation, danach einen Fugitive Emission Typ-Test nach ISO 15848-1 oder einer API-Norm.
ITIS kann die Testreihenfolge so planen, dass Tests und Abkühl- oder Erwärmphasen optimal genutzt werden, während die Anforderungen und Ergebnisse der verschiedenen Normen in der Berichterstattung klar getrennt und gut rückverfolgbar bleiben.
Ein Test, der überprüft, ob ein Prüfobjekt (z.B. Absperrventile, Schwenkstücke, Dichtungen) bei hoher Temperatur ordnungsgemäß funktioniert und die Anforderungen an Bedienbarkeit sowie interne/externe Dichtheit erfüllt. Meistens wird zunächst bei Umgebungstemperatur getestet, gefolgt von der Hochtemperaturphase und einem kurzen Abschlusstest bei Raumtemperatur.
Hohe Temperaturen verursachen unter anderem thermische Ausdehnung, zusätzliche Spannungen und Alterung/Relaxation von Dichtungsmaterialien. Ohne Verifizierung kann dies zu höheren Betätigungskräften, Festfressen und Leckagen führen.
Abhängig von Norm und Anwendung. Für Dampfanwendungen werden oft Testtemperaturen bis etwa 400 °C verwendet; mit Heizmatten kann bis zu 1000 °C getestet werden.
Ja. Meistens ein Vortest bei Umgebung, danach hohe Temperatur und ein kurzer Abschlusstest bei Raumtemperatur.
Oft kundenspezifische Anforderungen. Für Fugitive Emission (flüchtige Emissionen) werden Hochtemperaturtests oft verlangt durch: ISO 12101, ISO 15848‑1, Shell MESC SPE 77/300, API 622, API 624 und API 641. Maßgeschneiderte Verfahren sind möglich, wenn diese vorher festgelegt wurden.
Oft bestimmt der Endanwender die Norm. Abweichende oder ergänzende Anforderungen können wir in einem projektspezifischen Testverfahren festlegen, unter anderem Sollwert, Aufheizgeschwindigkeit (Ramp), Anzahl der Zyklen und Leckgrenzen.
In der Regel ja. ITIS ist ein nach ISO 17025 akkreditiertes Prüflabor und somit eine Konformitätsbewertungsstelle (CBI), auf Englisch: conformity assessment body (CAB).
Als unabhängige Organisation prüfen wir, ob Produkte, Prozesse, Personen oder Dienstleistungen den gesetzlichen Vorgaben, Normen oder Spezifikationen entsprechen. Die Akkreditierung erhöht das Vertrauen und die internationale Akzeptanz; die endgültige Akzeptanz liegt beim Kunden/der Behörde.
Meistens genügen: Norm/Verfahren, Art des Prüflings, Gewicht/Abmessungen und gewünschte Prüftemperatur.
Ja. Der Prüfgegenstand muss sauber und trocken sein. Bei hohen Temperaturen können Farbe/Öl/Schmutz ausgasen; über ca. 150 °C wird bevorzugt ohne Beschichtung getestet.
Zur Wiederholbarkeit und um Dichtungseinflüsse zu begrenzen, verwenden wir oft geschweißte Adapter/Testflansche; dies stimmen wir projektabhängig ab.
Abhängig von Produkt, Norm und Testziel. Oft: Thermoelemente an festen Messpunkten mit Datenaufzeichnung, Drucksensoren, Helium-Massenspektrometer (externe Leckage), Durchflussmesser (Sitzleckage) und Drehmoment-/Kraftaufnehmer für die Bedienung.
Normen können Anzahl der Messpunkte, Stabilisierungskriterien und Genauigkeiten vorschreiben; alle Mittel sind kalibriert und rückverfolgbar.
Ja, vorausgesetzt, die Methode fällt in unseren Geltungsbereich. Der aktuelle Geltungsbereich ist bei der RvA hinterlegt; auf Anfrage senden wir den Link oder das Zertifikat. Tests außerhalb des Geltungsbereichs führen wir nach denselben Verfahren durch; die Berichterstattung ist dann jedoch nicht akkreditiert.
Ja. Wir wählen für jeden Test die Methode, die zu Abmessungen, Masse, Material, gewünschter Temperatur und Testdruck passt.
Für Tests bei ITIS verwenden wir häufig die folgenden Techniken:
Regelung und Überwachung:
Auswahl und Maßanfertigung:
Die endgültige Auswahl ist maßgeschneidert; wir beraten zur besten Konfiguration für Ihr Objekt und Testziel. Pro Test stimmen wir Geräte und Aufbau auf Größe, Gewicht, Befestigung, gewünschte Temperatur und Umweltanforderungen ab.
Aufheizen gemäß Sollwert aus Norm/Kundenanforderung; kontrollierte Rampen; kontinuierliche Überwachung; Messungen starten, sobald alle Messpunkte innerhalb der Toleranz stabilisiert sind.
Bis alle vorgeschriebenen Messpunkte die Zieltemperatur erreichen und innerhalb der Stabilisationskriterien liegen; die Dauer hängt von Sollwert, Norm und vor allem von Masse/Volumen des Prüfobjekts ab.
Oberhalb der Raumtemperatur bis einschließlich 1000 °C, abhängig von Kundenanforderungen und gewählter Heizungstechnik.
Extern: Helium (rein oder gemischt) mit Massenspektrometer. Intern: in der Regel trockener Stickstoff. Andere Medien nach Vereinbarung.
Bei festgelegtem Druckunterschied und Durchflussrichtung, mit einem kalibrierten Durchflussmesser; wir prüfen anhand von Normgrenzen oder zuvor vereinbarten Grenzwerten.
Ja, häufig vorgeschrieben. Wir messen das Moment oder die Kraft unter festgelegten Bedingungen und prüfen diese anhand von Norm- oder Kundenlimits.
Je nach Norm und Konfiguration; in der Regel mehrere Zyklen.
Grenzwerte für interne/externe Leckage und Anforderungen an Bedienbarkeit/Bedienzeitpunkt; genaue Werte stehen in Norm oder Projektspezifikation.
Dies wird als „nicht konform“ gemeldet gemäß den geltenden Kundenanforderungen/Norm. Ein Nachtest ist in der Regel erst nach Korrekturmaßnahmen (z.B. Anpassung der Toleranzen oder Materialwahl), gefolgt von einer vollständigen Neubewertung nach demselben Testverfahren, möglich.
Oft ja, um dauerhafte Effekte (z. B. Entspannung von Dichtungen) festzustellen.
Metallgehäuse (Kohlenstoffstahl, niedriglegierter Stahl, Edelstahl, Cr‑Mo oder Nickellegierungen) sind oft geeignet, abhängig von Temperatur, Druck, Korrosion und Zähigkeit. Der begrenzende Faktor liegt meistens bei nichtmetallischen Teilen (Elastomere, PTFE/Soft-Sitze, einige Dichtungen).
Für hohe Temperaturen wählt man oft Metallsitze und Graphitdichtungen. Maximale Temperaturen und P-T-Bewertungen finden Sie in Normen und Datenblättern; die niedrigste Grenze von Gehäuse, Schrauben, Dichtung, Sitz und Antrieb ist immer maßgeblich.
Ein Diagramm oder eine Tabelle, die für jede Temperatur den maximal zulässigen Druck zeigt. Verwenden Sie Herstellerangaben oder Normen (u.a. ASME B16.34, EN 12516).
Kurz erklärt
Wie verwendet man es?
Wichtige Hinweise
Ja, Hochtemperaturtests bergen Risiken.
Wichtigste Risiken und Gegenmaßnahmen:
Ja, über das ITIS Cloud Portal (gesicherter Livestream). Vor-Ort-Beobachtung nach Absprache.
Das hängt von Masse/Volumen, Zieltemperatur und -profil, Norm/Verfahren, Anzahl der thermischen Zyklen und Testdruck(en) ab. Das Aufheizen und kontrollierte Abkühlen nehmen meist die meiste Zeit in Anspruch.
Abhängig von denselben Faktoren. Für ein gezieltes Angebot benötigen wir folgende Angaben: Produkttyp, Gewicht/Abmessungen, Sollwert(e), Norm/Verfahren, Anzahl Zyklen, Testdruck(e) und internes Volumen.
Die Reihenfolge ist grundsätzlich frei, aber achten Sie darauf, dass nach dem Hydrotest das Prüfobjekt vollständig entleert und getrocknet ist. Restwasser entgast bei hoher Temperatur und kann Sitzlecks verursachen. Das Objekt muss innen und außen frei von Schmutz, Fett und Öl sein; vorzugsweise ohne Beschichtung oder Konservierung.
Oft ja. Durch thermische Ausdehnung, höhere Reibung und verändertes Materialverhalten werden Konstruktions- und Montagefehler schnell sichtbar. Die Ausschussraten sind relativ hoch, besonders bei Dichtungen, Soft Seats und Stem Seals.
Typische Ursachen: zu enge Toleranzen (Blockieren/schwere Bedienung), Relaxation/Alterung von Dichtungen, Überschreitung des P/T‑Bereichs von Soft-Sitzen/Dichtungen, Restfett/Öl/Feuchtigkeit.
Vorgehen: Richtige Material- und Sitzwahl im Verhältnis zum P‑T‑Diagramm; auf Ausdehnung abgestimmte Toleranzen; hitzebeständige Dichtungen/Grafit oder Metallsitze; ausreichend Drehmomentreserve; sauber und trocken montieren; kontrollierte Rampen und Dwellzeiten.
Typentest: Designqualifikation bei hoher Temperatur eines repräsentativen Exemplars aus einer Designfamilie; die Genehmigung gilt für Größen/Druckklassen innerhalb dieser Familie. Produktionstest: Stichprobe (oder 100%) aus einer Charge, um zu überprüfen, ob die gelieferte Produktion den Anforderungen entspricht.
Wählen Sie einen Typentest bei einem neuen/geänderten Design, neuer Größe oder Klasse, neuen Materialien oder geänderten Dichtungsmaterialien. Wählen Sie einen Produktionstest bei Serien- oder Projektlieferungen, um die Chargenkonformität zu überprüfen (Stichprobe oder 100 %, gemäß Norm/Kundenanforderung) und bei Vorversandkontrollen.
Ein In-situ-Test ist eine Prüfung vor Ort (am Tank), bei der wir den Einstelldruck/die Einstelldrücke, das Öffnen/Schließen und die Abdichtung von PVRV/ERV validieren. Ziel: Nachweis, dass die Sicherheitsfunktion des Einstelldrucks ohne Demontage und Transport zu einer Werkstatt gewährleistet ist.
In-situ-Tests bedeuten, dass wir das Atemventil direkt am Tank testen, ohne das Ventil (Gehäuse) selbst zu demontieren und in eine Werkstatt zu bringen. Mit mobiler Testausrüstung überprüfen wir Öffnungsdruck, Schließdruck, Dichtigkeit und Funktionalität direkt vor Ort, während der Tank in Betrieb bleiben kann oder nur minimal angepasst werden muss.
PVRV steht für Pressure Vacuum Relief Valve, auf Deutsch oft Druck-/Vakuumentlastungsventil genannt. Es ist ein Ventil, das sowohl bei Überdruck als auch bei Unterdruck (Vakuum) den Tank schützt.
Ein PVRV ist ein Sicherheitsventil für atmosphärische (oder leicht überdruckbelastete) Lagertanks. Es öffnet sich bei einem eingestellten Überdruck, um Dämpfe entweichen zu lassen, und bei einem eingestellten Unterdruck, um Luft oder Inertgas zuzulassen, damit der Tank innerhalb sicherer Druckgrenzen bleibt.
Beim Befüllen, Entleeren, Temperaturänderungen oder Inertisieren können Überdruck und Vakuum entstehen. Ohne PVRV können Tanks sich verformen, reißen oder Leitungen beschädigen. Das PVRV verhindert dies durch kontrollierte Entlastung.
ERV steht für Emergency Relief Valve. Auf Deutsch oft Notentlastungsventil, Notüberdruckventil oder Explosionsdeckel genannt – gedacht, um einen Tank in Notfallsituationen mit extremem Überdruck zu schützen.
Ein ERV ist ein Sicherheitsventil mit relativ großer Kapazität, das nur in außergewöhnlichen Situationen, wie Brand, Durchgegangene Reaktionen oder anderen Vorfällen, bei denen der Druck in einem Tank schnell ansteigen kann, öffnen soll.
Ein PVRV ist für normale Betriebsbedingungen, Befüllen, Entleeren, Temperaturschwankungen gedacht. Ein ERV ist für Szenarien vorgesehen, die über das normale Design hinausgehen, zum Beispiel Brandlast. Ohne ERV kann die Tankwand versagen, da die PVRV-Kapazität in einem solchen Szenario zu gering ist.
Beide ergänzen sich in der Gesamtdrucksicherung eines atmosphärischen Tanks.
Vor allem auf atmosphärischen Lagertanks für brennbare oder schädliche Flüssigkeiten (zum Beispiel gemäß PGS 29), aber auch auf anderen Speichersystemen, bei denen Dampfdruck und thermische Ausdehnung kontrolliert werden müssen.
Vor allem auf atmosphärischen Lagertanks für brennbare oder schädliche Flüssigkeiten, zum Beispiel Tanks, die unter PGS 29 fallen. Sie werden angewendet, wenn Szenarien wie Brand, externe Erhitzung oder Notablass in der Risikoanalyse berücksichtigt wurden.
Das PVRV sorgt für die tägliche Atmung und den Schutz bei normalen Betriebsdrücken, das ERV ist die „Backup“ für extreme Bedingungen. Zusammen bilden sie das Drucksicherungssystem des Tanks, in Kombination mit Instrumentierung, Niveauüberwachung und organisatorischen Maßnahmen.
Sie vermeiden Hebe- und Transportbewegungen, begrenzen Stillstandzeiten und bestimmen den Zustand unter realistischen Praxissituationen. Falls möglich, kann der Einstelldruck direkt justiert werden.
PGS 29 ist eine niederländische Richtlinie aus der Veröffentlichungsreihe Gefährliche Stoffe für die oberirdische Lagerung von brennbaren Flüssigkeiten in vertikalen zylindrischen Tanks. Die Richtlinie beschreibt, welche technischen und organisatorischen Maßnahmen erforderlich sind, um Sicherheits- und Umweltrisiken zu begrenzen.
PGS 29 ist für atmosphärische oder leicht überdruckführende Lagertanks (oft in Tankparks) für brennbare Flüssigkeiten gedacht. Denken Sie an Terminals, Raffinerien und Chemieunternehmen mit großen Tankanlagen.
PGS 29 behandelt unter anderem: Entwurf und Bau von Tanks, Auffangvorrichtungen (Deiche/Auffangwannen), Brandschutz, Armaturen wie PVRV’s und ERV’s, Inspektions- und Wartungsregime sowie Anforderungen an den Betrieb (Verfahren, Ausbildung, Notfallszenarien).
PGS 29 selbst ist kein Gesetz, wird aber in Genehmigungen und dem Umgebungsrecht als „Umsetzung des Standes der Technik“ oder „gute Praxis“ bezeichnet. Genehmigungsbehörden und Umweltdienste verwenden PGS 29 als Prüfungsrahmen.
PGS 29 schreibt vor, dass Tanks angemessen gegen Überdruck und Vakuum geschützt werden müssen. In der Praxis geschieht dies mit PVRVs (Druckentlastungsventilen) für normale Betriebsbedingungen und ERVs (Notentlastungsventilen) für Notfallszenarien. Die Richtlinie gibt Rahmenbedingungen für Kapazität, Einstellung, regelmäßige Kontrolle und Wartung vor.
PGS 29 verlangt, dass der Überdruckschutz nachweisbar funktionsfähig bleibt. Das bedeutet: periodische Inspektion, Wartung und Prüfung von PVRVs und ERVs gemäß einem festgelegten Wartungsprogramm, passend zum Medium, Alter und Risikoprofil.
PGS 29 erlaubt In-situ-Tests, solange die verwendete Methode nachweislich zuverlässig ist, sicher durchgeführt wird (Arbeitserlaubnis, ATEX, Absturzsicherung, etc.) und von einer sachkundigen, unabhängigen Partei bewertet oder genehmigt wurde. Das Ergebnis muss rückverfolgbar in einem Bericht dokumentiert werden.
PGS 29 schreibt vor, dass VDV/PVRV und ERV bei der Erstinstallation, Wiederinbetriebnahme und nach Revision geprüft werden und periodisch (maximal alle 5 Jahre, kürzer bei erhöhtem Risiko) auf Einstellung, Öffnen/Schließen und Dichtung kontrolliert werden. Von der Prüfung wird ein Zertifikat ausgestellt.
PGS 29 verlangt, dass Vakuum-/Druckventile (PVRV’s) und Notentlastungsventile (ERV’s) mit einem maximalen Abstand von fünf Jahren geprüft werden, abgestimmt auf ihren guten Zustand und ihre Funktion.
Nein. Fünf Jahre sind eine harte Obergrenze. Für Produkte mit Risiko von Erstarrung, Bewuchs oder Klemmung von Ventilen oder bei schwereren Betriebsbedingungen sind kürzere Intervalle erforderlich. Das tatsächliche Intervall sollte in deinem Wartungsprogramm und RBI begründet sein.
Nach PGS 29 muss der Einstelldruck überprüft werden:
Die Prüfung umfasst mindestens:
Über die Prüfungsergebnisse muss ein Zertifikat erstellt werden.
PGS 29 schreibt vor, dass die Überprüfung der Einstellung durch eine fachkundige Stelle mit einer Methode erfolgt, die von einer unabhängigen fachkundigen Stelle genehmigt wurde. In der Praxis handelt es sich meist um eine unabhängige, (vorzugsweise ISO 17025) akkreditierte Konformitätsbewertungsstelle.
PGS 29 bezieht sich nicht eins zu eins auf eine internationale Norm, sondern orientiert sich an gängigen internationalen Good Engineering Practices. Für die Detailplanung und Kapazität von Entlastungssystemen werden häufig API- und/oder ISO-Normen verwendet, sofern diese im Rahmen von PGS 29 und der niederländischen Genehmigung liegen.
Durch die Einhaltung von PGS 29 verringern Sie die Wahrscheinlichkeit von Vorfällen (Tanküberdruck, Tankkollaps, Lecks), erfüllen nachweislich die Genehmigungsanforderungen und haben einen klaren Rahmen für Planung, Verwaltung, Inspektion und Prüfung Ihrer Tankanlagen, einschließlich PVRVs und ERVs.
Dieser Artikel schreibt vor, dass oberirdische Behälter für gefährliche Flüssigkeiten regelmäßig einer begrenzten Untersuchung unterzogen werden müssen. Es handelt sich um eine äußerliche Kontrolle des Behälters, der Leitungen und des Zubehörs, durchgeführt von einem anerkannten oder befugten Sachkundigen.
Mindestens alle drei Jahre, und der Zeitraum zwischen zwei beschränkten Untersuchungen darf maximal etwa 40 Monate betragen.
Für oberirdische Behälter für gefährliche (brennbare) Flüssigkeiten, die unter Kapitel 5.17 (Lagerung gefährlicher Produkte) und den Unterabschnitt 5.17.4.3 von VLAREM II fallen. Es handelt sich dabei in der Regel um Kraftstoff- und Chemikalientanks mit einem bestimmten Mindestinhalt.
Die periodischen Untersuchungen müssen von einem Umweltexperten durchgeführt werden, der in der Disziplin der Halter für Gase oder gefährliche Stoffe anerkannt ist, oder von einem befugten Sachverständigen (oder anerkannten Heizöltechniker, abhängig vom Anlagentyp).
VLAREM beschreibt, dass unter anderem der allgemeine Zustand des Inhabers, der Leitungen und des Zubehörs bewertet wird, einschließlich der Vorkehrungen zur Begrenzung von Leckagen oder Verschüttungen (Leckerkennung, Auffangvorrichtungen, Überlaufsicherung). Die Ergebnisse werden in einem Bericht festgehalten, der für die Aufsicht verfügbar sein muss.
Ja, auch wenn PVRV und ERV nicht immer wörtlich genannt werden. Sie gehören zum „Zubehör“ und zu den emmissionsbegrenzenden und Sicherheitsmaßnahmen des Inhabers. In der Praxis sollten ihr Zustand und ihre Funktion daher während der beschränkten Prüfung mit bewertet werden.
VLAREM schreibt nicht explizit „Einstelldruck PVRV/ERV“ vor, verlangt aber eine regelmäßige Bewertung der Anlage, einschließlich Zubehör und Sicherheitssysteme. In der Praxis wird die Kontrolle des Einstelldrucks von PVRV’s und ERV’s daher meist an den dreijährigen (maximal 40 Monate) VLAREM-Zyklus gekoppelt, sofern nicht eine interne Risikoanalyse strengere Intervalle vorschreibt.
Es muss ein Bericht oder eine Bescheinigung mit den Ergebnissen der beschränkten Untersuchung erstellt werden. Dieser Bericht muss bei einer Kontrolle der überwachenden Behörde vorgelegt werden können.
VLAREM gibt die minimalen gesetzlichen Anforderungen vor: mindestens eine eingeschränkte Untersuchung alle drei Jahre, mit maximal 40 Monaten zwischen zwei Untersuchungen. Innerhalb deines eigenen RBI- oder Wartungsplans darfst du strengere Intervalle verwenden (zum Beispiel häufigere Kontrolle oder Prüfung von PVRV/ERV), aber nicht weniger streng als die VLAREM-Mindestanforderungen.
Nicht notwendig.
Viele Kontrollen können durchgeführt werden, während der Tank in Betrieb ist, sofern dies sicher möglich ist und gemäß Arbeitserlaubnis, LOTO-Verfahren und ATEX-Anforderungen erfolgt. Für spezifische Maßnahmen, wie das (teilweise) Demontieren von PVRV-Komponenten, kann eine vorübergehende Außerbetriebnahme des Tanks erforderlich sein.
Sicherer Zugang zum Tank/Dach, Arbeitserlaubnisse, gegebenenfalls Isolierungen und eine Kontaktperson für Abstimmungen und Freigaben.
Das Ventil wird vor Ort demontiert/inspektiert, aber das Ventil selbst bleibt am Tank und die Konfiguration (3D) wird eingemessen. Wesentliche Teile, wie Paletten, werden im Servicefahrzeug gereinigt, gewogen und gegebenenfalls justiert. Danach wird das PVRV wieder montiert und das Ventil auf eine korrekte Funktion überprüft.
Mit einem speziellen Messsystem und einer validierten Rechenmethode/Software. Dieser Ansatz wurde von ITIS entwickelt und patentiert und ermöglicht eine genaue, reproduzierbare Bestimmung am Tank.
Ja, mits je met gekalibreerde apparatuur en een vastgelegd testprotocol werkt. In-situ testen kan zelfs realistischer zijn, omdat het ventiel in dezelfde montagepositie en leidingsituatie blijft zitten als in bedrijf.
Belangrijk is dat drukopbouw, meetsnelheid en meetapparatuur goed zijn afgestemd op de eisen uit norm of richtlijn en dat alle stappen worden gelogd in een testrapport.
Sie sparen eine ganze Kette von Arbeitsschritten: Arbeitserlaubnis für Hebearbeiten, Kranplanung, Flansch lösen, Blenden anbringen, Ventil transportieren, testen, Rücktransport, erneut heben, montieren, Dichtheitsprüfung nach der Montage, administrative Abwicklung, etc.
In-situ-Testen reduziert dies auf einen einzigen kombinierten Schritt. Dadurch können mehr Ventile pro Tag getestet werden und die Gesamtausfallzeit von Tanks oder Tankanlagen wird erheblich verkürzt.
Ja, positiv. Da das Ventil nicht ausgebaut werden muss, ist die benötigte Durchlaufzeit pro Ventil viel kürzer und die Tanks können oft in Betrieb bleiben oder nur geringfügig angepasst werden (zum Beispiel temporär gesenktes Niveau oder Druck).
Dadurch können Tests im Rahmen der regulären Wartung eingeplant werden, anstatt separate Stillstände nur zum Ausbau der Ventile zu organisieren.
In-situ-Tests sind insbesondere geeignet für gewichtbelastete PVRVs (Druck/Vakuum-Sicherheitsventile) und ERVs an atmosphärischen oder leicht überdruckbeaufschlagten Tanks, bei denen ausreichend Zugang besteht, um Messgeräte sicher anzuschließen.
Ja. Mit In-situ-Messungen kann man zunächst objektiv feststellen, welche Ventile noch innerhalb des zulässigen Toleranzbereichs liegen und welche nicht. Das verhindert, dass „gute“ Ventile unnötig abgenommen und überholt werden. Die Überholung wird nur dort geplant, wo sie nötig ist, was Überholungskosten, Hebearbeiten, Logistik und unnötige CO₂-Emissionen spart.
Du kombinierst drei Ziele:
Die Toleranz beim Einstelldruck ist der zulässige Spielraum um den spezifizierten Einstelldruck. Wenn der gemessene Einstelldruck innerhalb dieses Spielraums liegt, wird die Einstellung als korrekt betrachtet und das Ventil wird nicht (weiter) nachgestellt. Nur wenn der gemessene Einstelldruck außerhalb der spezifizierten Toleranz liegt, wird die Einstellung angepasst.
Messunsicherheit ist die Unsicherheitsspanne um einen gemessenen Wert. Anstatt zu sagen „der Einstelldruck beträgt 200 mbar“, sagt man eigentlich „der Einstelldruck beträgt 200 mbar ± X mbar“. Dieses ± X mbar ist die Messunsicherheit, der Bereich, in dem der tatsächliche Wert mit einer bestimmten Wahrscheinlichkeit liegt.
Nein. Toleranz ist die zulässige Abweichung von der Forderung, zum Beispiel ein eingestellter Druck von 200 mbar mit einer Toleranz von ± 5 %. Messunsicherheit gibt an, wie genau der Wert gemessen werden konnte, zum Beispiel 200 mbar ± 2 mbar. Toleranz stammt aus der Spezifikation oder Norm, Messunsicherheit aus der Messung und dem Messsystem.
Weil man nie genau weiß, ob der tatsächliche Einstelldruck exakt dem gemessenen Wert entspricht. Durch das Kennen der Messunsicherheit kann man besser beurteilen, ob ein Ventil wirklich innerhalb der angegebenen Toleranz liegt, insbesondere wenn der gemessene Wert nahe an der Grenze liegt.
Oft als ein ± Wert um das Messergebnis, zum Beispiel: „Einstelldruck = 20 mbar ± 0,2 mbar, bei einem Vertrauensbereich (k ≈ 2), welcher etwa 95% Zuverlässigkeit entspricht.“ Manchmal wird sie auch in Prozent des gemessenen Werts angegeben.
Dass das Labor erwartet, dass der tatsächliche Einstelldruck mit etwa 95 % Wahrscheinlichkeit zwischen 19,8 und 20,2 mbar liegt. Die 20 mbar ist der gemessene Wert, das ± 0,2 mbar ist die Bandbreite aufgrund von Instrument, Methode und Umständen.
Sie bewerten zuerst, ob der gemessene Wert innerhalb der Toleranz liegt. Danach betrachten Sie die Messunsicherheit, besonders wenn der gemessene Wert nahe an einer Grenze liegt. In einigen Normen und Qualitätsrichtlinien ist beschrieben, wie die Messunsicherheit bei einer Pass/Fail-Beurteilung berücksichtigt werden muss.
Das ist oft eine vorher vereinbarte Regel. In vielen Fällen gilt: Liegt der gemessene Einstelldruck innerhalb der angegebenen Toleranz, wird nicht nachjustiert und die Einstellung bleibt bestehen. Liegt der Wert außerhalb der Toleranz, wird die Einstellung angepasst und erneut gemessen.
ISO 17025 verlangt, dass signifikante Messunsicherheiten bewertet und, wo relevant, berichtet werden. Für den Nutzer zeigt dies, wie zuverlässig die angegebenen Werte sind, und bietet eine transparente Grundlage für technische und gesetzliche Beurteilungen.
Ja, insbesondere bei Grenzfällen. Wenn ein gemessener Wert nahe an einem Grenzwert liegt, hilft die Messunsicherheit dabei zu entscheiden, ob Sie einen zusätzlichen Spielraum einräumen, eine strengere interne Anforderung anwenden oder gegebenenfalls zusätzliche Messungen oder Tests durchführen lassen möchten.
Eine Konformitätsbewertungsstelle (CBI) ist eine unabhängige Organisation, die beurteilt, ob Produkte, Prozesse, Personen oder Dienstleistungen festgelegten Anforderungen entsprechen, wie z.B. Gesetzen, Normen oder technischen Spezifikationen. Auf Englisch nennt man dies eine Conformity Assessment Body (CAB).
ITIS ist ein nach ISO 17025 akkreditiertes Prüflabor und somit eine CBI/CAB: Wir testen und berichten unabhängig, ob beispielsweise Absperrventile, PVRV’s und ERV’s den relevanten Normen, Richtlinien und Projektspezifikationen entsprechen.
Ja, sofern zutreffend für gewichtbelastete Ventile. ITIS ist von der RvA gemäß ISO 17025 (CBI) akkreditiert. Für Tests unter Akkreditierung dürfen wir das ILAC-RvA-Logo führen; diese Berichte werden international breit anerkannt.
Ja, das ist möglich. Neben dem Einstelldrucktest kann ITIS eine visuelle und funktionale Inspektion durchführen. Während dieser Inspektion wird, falls zutreffend, unter anderem geprüft auf:
Die Befunde aus Inspektion und Einstelldrucktest werden in einem Bericht festgehalten, sodass Sie einen vollständigen Überblick über den technischen Zustand und die Funktion Ihrer PVRVs und ERVs erhalten.
Arbeitsgenehmigungen und TRA, Verwendung von herabfallenden Gegenständen/Absturzsicherung, Gaserkennung und abhängig vom Tankmedium, unabhängige Atemluft mit eigenem Kompressor. Die Arbeiten werden von geschultem Personal gemäß HSE-Verfahren durchgeführt.
Im Vorfeld werden die vorhandenen Stoffe und Dämpfe erfasst und bewertet. Darauf basierend bestimmen wir die erforderlichen Schutzausrüstungen und Arbeitsmethoden. Wir gehen keinerlei Risiko für unsere Mitarbeiter ein; bei dem geringsten Verdacht auf Gesundheitsgefährdung arbeiten wir mit unabhängiger Atemluft und geeigneter persönlicher Schutzausrüstung. So begrenzen wir die Exposition gegenüber gefährlichen Stoffen auf ein Minimum.
Für einen Arbeitsplatztest müssen Atemventile oft mit einem Kran oder Hubsteiger erreicht und vom Tank gehoben werden. Jede Hebeoperation bringt Absturzgefahr, herabfallende Lasten und zusätzliche Personen in der Höhe mit sich.
Beim In-situ-Testen bleibt das Ventil einfach an seinem Platz und wir beschränken uns auf leichte, handliche Prüfschläuche und Messgeräte. Weniger Heben, weniger Unfallgefahr.
Sie erhalten Sicherheit über den Einstelldruck/die Einstelldrücke, das Öffnen/Schließen und die Abdichtung. Falls erforderlich, wird der Einstelldruck angepasst, sodass das Ventil wieder den Anforderungen entspricht.
Ein detaillierter Testbericht mit Prüfstellen, Messwerten und Schlussfolgerungen. Bei Tests unter Akkreditierung führen wir das ILAC-RvA-Logo. Daten sind vollständig rückverfolgbar und digital im ITIS-Kundenportal verfügbar.
Berichte mit dem ILAC-RvA-Logo werden in der Regel international anerkannt. Die endgültige Anerkennung liegt beim Auftraggeber/Behörde.
Die Einstelldrücke für Druck- und Vakuumseite werden basierend auf dem Konstruktionsdruck des Behälters, den Prozessbedingungen und relevanten Richtlinien (z. B. PGS 29, API, Herstellerangaben) ausgewählt. Das Ziel ist maximaler Schutz ohne unnötiges „Atmen“ und Produktverlust.
Der Setzdruck wird auf der Grundlage des Entwurfsdrucks des Tanks, geltender Richtlinien (zum Beispiel PGS 29 und relevante API- oder EN-Normen), des Brand- oder Notfallszenarios und der erforderlichen Entlastungskapazität bestimmt. Das ERV muss ausreichend entlasten können, damit der Tankdruck unter dem maximal zulässigen Druck bleibt.
Das hängt von Gesetzgebung, Firmenvorschriften und Medium (korrosiv, verschmutzend oder nicht) ab. Viele Unternehmen verwenden eine periodische Inspektions- und Testfrequenz von beispielsweise 1 bis 5 Jahren, gegebenenfalls kombiniert mit In-situ-Tests am Tank.
Die Häufigkeit hängt von der Gesetzgebung, Unternehmensrichtlinien, Medium und Risikoanalyse ab. In der Praxis wird eine ERV häufig periodisch außer Betrieb genommen für Inspektion, Revision und Test auf einem Prüfstand, zum Beispiel alle paar Jahre oder gemäß dem Wartungsplan der Anlage.
PGS 29 nennt maximal 5 Jahre, abgestimmt auf Zustand und Funktion. Bei Risiko von Erstarren, Bewuchs oder Festsetzen sind kürzere Intervalle notwendig. Zwischenzeitliche visuelle Kontrollen durch den Nutzer müssen prozedural gewährleistet sein.
Ja. Wir können Vor-Ort-Inspektionen durchführen, bei denen wir Verschmutzung und Funktion bewerten und Befunde berichten; die Kontrolle des Einstelldrucks bleibt dabei aus.
Verschmutzung (Produkt, Rost, Insekten), anhaftendes Produkt, Korrosion, beschädigte oder veraltete Dichtungen, falsch eingestellte Gewichte/Federn oder festsitzende Klappenflächen. Regelmäßige Inspektion und Tests begrenzen dieses Risiko.
Ursachen sind unter anderem Korrosion, Verschmutzung der Sitzfläche, beschädigte Dichtungen, festsitzende bewegliche Teile, falsch eingestellter Setzdruck oder unzureichende Wartung. Regelmäßige Inspektion, Reinigung und Prüfung verringern das Risiko, dass ein ERV nicht öffnet, wenn dies notwendig ist.
Ja. Wo nötig werden Innenbereiche und Paletten sorgfältig gereinigt und – falls zutreffend – leicht instand gesetzt, bevor die Ventile wieder am Tank montiert werden. So verringern wir das Risiko von Festfressen, Verschmutzungsproblemen und Undichtigkeiten nach der Wiedermontage.
Bei schweren Schäden, Austausch von Hauptkomponenten oder wenn die Ventilkonfiguration unter den Standortbedingungen nicht den Anforderungen entspricht.
Ja, das ist oft effizient: Prüfen, Wartung und eventuelle Justierung in einem Stopp bündeln, um Stillstand zu minimieren.
Anzahl der Ventile/Höhenzugang, Typ/Zustand, benötigte Isolierungen, Sicherheitsmaßnahmen (zum Beispiel Atemluft) und die Frage, ob Justieren/Reparieren notwendig ist.
Verschmutzung/Bewuchs, Korrosion, falsche Masseinstellung, Verschleiß von Sitzen und Dichtung oder falsche Konfiguration im Vergleich zum Messschreiben/Typenschild.
Sicherer Zugang, Arbeitserlaubnisse, eventuelle Isolierungen, eine Übersicht der zu testenden Ventile (Typ, Positionen, Einstellungen) und eine Kontaktperson für die tägliche Abstimmung.
Bedingungen, bei denen Gase bei sehr niedrigen Temperaturen, üblicherweise unter −150 °C, flüssig sind.
Ein Test, der überprüft, ob ein Testobjekt (z.B. Absperrventile oder Swivels) bei niedriger Temperatur korrekt funktioniert und den Anforderungen an Bedienbarkeit und interne/externe Dichtheit entspricht, sowohl während des Abkühlens als auch danach, und oft auch nach der Rückkehr zur Raumtemperatur.
Niedrige Temperaturen verursachen Schrumpfung, Spannungen und sprödes Verhalten und verringern die Elastizität von Elastomeren; ohne Überprüfung kann dies zu höheren Betätigungskräften, klemmenden Bauteilen und Leckagen führen.
Abhängig von Norm und Anwendung. Oft −196 °C (LN₂); für LNG, LOX oder LH₂ können andere Sollwerte gelten.
Ja. Meistens ein Pre-Test bei Umgebung, danach die Kryophase und ein kurzer Abschlusstest bei Raumtemperatur.
ISO 28921‑1 (Fertigungstests), ISO 28921‑2 (Typgenehmigung), BS 6364 und Shell MESC SPE 77/200 und 77/306.
Maßgeschneiderte Verfahren sind möglich, wenn diese zuvor festgelegt wurden.
Oft bestimmt der Endnutzer die Norm. Abweichende oder zusätzliche Anforderungen können wir in einer projektspezifischen Testprozedur festlegen, mit u.a. Sollwert, Abkühlgeschwindigkeit, Anzahl der Zyklen und Leckgrenzen.
In der Regel ja. ITIS ist ein nach ISO 17025 akkreditiertes Prüflabor und damit eine Konformitätsbewertungsstelle (CBI) – auf Englisch: conformity assessment body (CAB).
Als unabhängige Organisation prüfen wir, ob Produkte, Prozesse, Personen oder Dienstleistungen gesetzliche Anforderungen, Normen oder Spezifikationen erfüllen. Die Akkreditierung erhöht das Vertrauen und die internationale Akzeptanz; die endgültige Akzeptanz liegt beim Kunden/der Behörde.
Datenblatt (DN/NPS, Klasse/PN, Materialien), Zeichnung/Stückliste, Dichtungsmaterialien, Norm/Kriterien, Bedienungsart (Hand/Getriebe/Antrieb), Prüfmedium und eventuelle Projektspezifikationen (Reinheit, O₂-Kompatibilität).
Ja. Prüfobjekte, die unter kryogenen Bedingungen getestet werden sollen, müssen vollständig frei sein von: Schmutz, Fett, Öl, Feuchtigkeit. Für (flüssige) Sauerstoffanwendungen gelten oft zusätzliche Anforderungen an Reinigung und Kontrollen.
Nicht immer. Mit Schraub- oder Klemmadaptern kann in manchen Fällen ohne Schweißen getestet werden. Ob das sicher möglich ist, hängt vor allem vom Prüfdruck ab (und zusätzlich von Größe/Gewicht und Temperatur).
Achtung: Adapter bringen zusätzliche Risiken mit sich (Lösen, Leckagen). Für höhere Drücke oder schwerere/cryogene Tests empfehlen wir daher geschweißte Prüfdeckel oder als sicherste und zuverlässigste Lösung. Es bleibt eine Einzelfallentscheidung; nehmen Sie Kontakt auf, um die Bedingungen pro Test zu besprechen.
Abhängig von Produkt, Norm und Testziel.
Oft: Thermoelemente an festen Messpunkten mit Datenlogging, Drucksensoren, Helium-Massenspektrometer für externe Leckage, Durchflussmesser für Sitzleckage und Drehmoment-/Kraftaufnehmer für die Bedienung.
Normen können die Anzahl der Messpunkte, Stabilisierungskriterien und Genauigkeiten vorschreiben; alle Mittel sind kalibriert und rückverfolgbar.
Ja, sofern die Methode in unseren Geltungsbereich fällt. Der aktuelle Geltungsbereich ist bei der RvA; auf Anfrage senden wir den Link oder das Zertifikat. Tests außerhalb des Geltungsbereichs führen wir nach denselben Verfahren durch; die Berichterstattung ist dann nicht akkreditiert.
Sollwert gemäß Norm/Kundenanforderung; kontrolliertes Abkühlen mit kaltem, verdampftem Stickstoffgas oder LN₂; kontinuierliche Temperaturüberwachung an den Messpunkten, starten sobald alle Punkte innerhalb der Toleranz stabilisiert sind.
Bis alle vorgeschriebenen Messpunkte die Zieltemperatur erreichen und innerhalb der Stabilisierungskriterien liegen; die Dauer hängt u.a. vom Sollwert, der Norm, aber vor allem vom Gewicht des Prüfobjekts ab.
Jeder Sollwert unter Raumtemperatur bis einschließlich −196 °C (LN₂). Beispiele: −162 °C (LNG) und −183 °C (LOX).
Extern: Helium (rein oder Gemisch) mit Massenspektrometer. Intern: normalerweise trockener Stickstoff (N₂); bei etwa −196 °C verwenden wir Helium als Medium, da Stickstoff kondensieren kann. Andere Medien nach Absprache.
Bei festgelegtem Druckunterschied und Strömungsrichtung, mit einem kalibrierten Durchflussmesser. Vergleich mit Normgrenze oder vorher vereinbartem Grenzwert.
Ja, oft vorgeschrieben. Wir messen das Moment oder die Kraft unter festgelegten Bedingungen und prüfen gegen Norm- oder Kundenlimits.
Je nach Norm und Konfiguration; in der Regel mehrere Zyklen.
Spezifikation für Niedertemperatur/Cryoservice, mit u.a. Anforderungen an extended bonnet unter −50 °C (Dampfraum), Produktions- und FE-Prüfungen mit Leckgrenzen sowie Berichterstattung/Markierung.
Britische Norm für kryogene Absperrventile (−50 °C bis −196 °C), mit u.a. Verpflichtung für erweiterte Haube/Dichtung, Orientierungsanforderungen für die Spindel, Zyklen- und Leckagekriterien für Metall-/Weichsitz, mit Berichtswesen und Kennzeichnung.
Vorprüfung bei Umgebung, kontrolliertes Kühlen und Stabilisieren, Niederdrucksitz bei niedriger T, externe Leckageprüfung mit Helium, Funktionszyklen und Momentmessung, danach Hochdrucksitz schrittweise bis CWP und ein kurzer Endtest bei Umgebung.
Typprüfung zwischen −50 °C und −196 °C mit LN₂ oder gekühltem Gas; repräsentatives Ventil aus dem Maßbereich, feste Zyklen und Messungen am Betätigungsdrehmoment, Sitz- und externe Leckage, plus vollständiger Bericht.
Grenzwerte für interne/externe Undichtigkeiten und Anforderungen an Bedienbarkeit/Bedienzeitpunkt; genaue Werte sind in der Norm oder Projektspezifikation festgelegt.
Dies wird im Testbericht als „nicht konform“ gemäß den anwendbaren Kundenanforderungen und/oder Normen vermerkt. Das Absperrventil hat sich somit als funktional für die vorgesehenen Betriebs- oder Entwurfsbedingungen erwiesen. Ein Retest ist oft erst nach Korrekturmaßnahmen möglich, beispielsweise eine technische Modifikation wie die Anpassung von Toleranzen, gefolgt von einem vollständigen Retest gemäß derselben Testprozedur.
Oft ja, um bleibende Effekte (z.B. Kaltverformung) festzustellen.
Austenitische Edelstahllegierungen und Nickellegierungen schneiden in der Regel gut ab. Ferritische/Duplex-Stahlsorten und bestimmte Gussqualitäten erfordern besondere Aufmerksamkeit; prüfen Sie die Kerbschlagzähigkeit und die minimale Auslegungstemperatur.
Sitze: PTFE/gefülltes PTFE bei niedrigen Momenten; PCTFE maßbeständig bis sehr niedrigen Temperaturen und geeignet bei höheren Drücken; PEEK eingeschränkt.
Harte Sitze: Grafit oder Metall. Elastomere verlieren bei niedrigen Temperaturen ihre Elastizität und sind häufig als primäre Dichtung ungeeignet.
Ein P-T-Diagramm ist ein Diagramm oder eine Tabelle, die zeigt, welcher maximal zulässige Druck (P) ein Absperrventil oder das verwendete Material bei einer bestimmten Temperatur (T) haben darf. Es ist die Grundlage, um zu beurteilen, ob ein Absperrventil für Ihre Konstruktions- und Betriebsbedingungen geeignet ist.
Kurz erklärt
Wie verwendet man es?
Wichtige Anmerkungen
Um die Dichtung aus der Kältezone herauszuhalten. So verringert man die Wahrscheinlichkeit von Sprödigkeit einer Kegelabdichtung, Eisbildung und höheren Betätigungsmomenten und es bleibt Raum für Isolierung und gute Bedienbarkeit. Länge und Ausführung folgen der anwendbaren Norm oder Kundenvorgabe, wie ISO 28921, BS 6364 oder Shell SPE 77/200.
Richtlinie: Die Verlängerung muss lang genug sein, um die Spindeldichtung auf einer Temperatur zu halten, die im Bereich des Dichtungsmaterials liegt.
Ja. Die Hauptgefahren: O₂-Verdrängung durch verdampftes LN₂, Erfrierungen, Versprödung von Materialien und Druckaufbau durch Gefrieren.
Wir begrenzen dies durch Schutzräume, Belüftung und O₂-Überwachung, Abschirmungen/Interlocks, PSA, Arbeitsanweisungen und Notfallverfahren; nur geschultes Personal testet.
Ja, über das ITIS Cloud Portal (gesicherter Livestream). Vor-Ort-Beobachtung nach Absprache.
Das ist ohne zusätzliche Informationen schwer vorherzusagen. Die Dauer hängt in hohem Maße von Masse und internem Volumen des Testobjekts, der Prüftemperatur und dem Temperaturprofil, der Norm oder dem Verfahren, der Anzahl der thermischen Zyklen und dem Prüfdruck bzw. den Prüfdrucken ab. Das Aufwärmen und kontrollierte Abkühlen nehmen meist die meiste Zeit in Anspruch.
Das hängt von denselben Faktoren ab. Für ein gezieltes Angebot benötigen wir: Produkttyp, Gewicht und Abmessungen, Sollwert(e), Norm oder Verfahren, Anzahl der Zyklen, Testdruck(e) und das Innenvolumen.
Bevorzugte Reihenfolge, wo erlaubt: zuerst Kryo, dann Hydro. Muss Hydro vorher erfolgen, dann strikt folgen: entleeren und bedienen, langzeitiges Vakuumtrocknen (eventuell mit trockenem N₂-Spülen), visuelles Reinigen/Inspektieren, wo praktisch Dichtungen trocken wieder montieren, Taupunkt überprüfen und erst dann Kryo. Hydrodruck kann Wasser in Kapillaren pressen; vollständige Entfernung ist schwierig.
Ja. Durch Schrumpfung, erhöhte Reibung und Materialverhalten fallen Konstruktionsfehler und Verunreinigungen schnell auf; Ausschussquoten sind daher relativ hoch.
Ursachen: Restwasser/Öl/Fett, nicht qualifizierte Teile (Soft Seats, Dichtungen, Stempelabdichtungen, Lager), ungeeignete „Low-Temp“-Schmierstoffe, Toleranz-/Ausrichtungsprobleme und unzureichende Konditionierung.
Vorgehen: testen sauber, trocken, ölfrei; trocknen/spülen bis zu niedrigem Taupunkt; nachweislich kryo-taugliche Materialien und Schmierstoffe mit Datenblatt wählen; ruhige Kühlstrategie sicherstellen und ausreichende Einweichzeit gewährleisten; Komponenten- oder Mock-up-Vorqualifikation.
Typentest: eine Designqualifikation bei niedriger oder kryogener Temperatur eines repräsentativen Exemplars aus einer Designfamilie; die Zulassung gilt für Größen und Druckklassen innerhalb dieser Familie, Beispiele: ISO 28921-2, BS6364.
Produktionstest: eine Stichprobe eines Absperrventils aus einer Charge, um zu überprüfen, ob die gelieferte Produktion den festgelegten Anforderungen entspricht, Beispiele: ISO 28921-1, Shell 77/200.
Ein Typentest wird häufig bei einem neuen oder geänderten Design, neuen Abmessungen oder Druckklassen, neuen Materialien oder geänderten Dichtungsmaterialien vorgeschrieben. Ziel: Das Design für die gesamte Designfamilie zu qualifizieren.
Wählen Sie einen Produktionstest bei Serien- oder Projektlieferungen, um die Chargenkonformität zu überprüfen (Stichprobe oder 100 %, je nach Norm/Kundenanforderung) und bei der Versandprüfung.
Ein Schnüffeltest vermittelt zwar einen Eindruck von der Größe eines Lecks, das Ergebnis hängt jedoch stark von den Bedingungen und der Messmethode ab. Das Resultat ist daher weniger „hart“ als bei einer Vakuummessung mit einem Leckdetektor. Einige Gründe:
Aus diesen Gründen wird ein Schnüffeltest meist als „semi-quantitativ“ bezeichnet: gut geeignet, um Lecks aufzuspüren und grob einzuschätzen, jedoch weniger geeignet, um einen genauen Leckwert festzulegen.

Eine Konformitätsbewertungsstelle (auf Deutsch: Konformitätsbewertungsstelle, KBS) ist eine unabhängige Organisation, die bewertet, ob Produkte, Prozesse, Personen oder Dienstleistungen festgelegten Anforderungen entsprechen, wie z. B. Gesetzen, Normen oder Spezifikationen. Beispiele für solche Aktivitäten sind Prüfungen, Inspektionen, Kalibrierungen und Zertifizierungen.
ITIS ist ein nach ISO 17025 akkreditiertes Prüflabor und damit eine Konformitätsbewertungsstelle: Wir führen unter kontrollierten und akkreditierten Bedingungen Prüfungen durch und berichten objektiv die Messergebnisse im Vergleich zur geforderten Norm oder Grenzwerten. Ob diese Ergebnisse in einem Projekt, Vertrag oder einer Genehmigung akzeptabel sind, bestimmt letztlich der Kunde, Endanwender oder die zuständige Behörde.
Eine objektive Prüfung zur Feststellung, ob eine Komponente oder ein System den vereinbarten Dichtigkeitsanforderungen entspricht, durchgeführt unter Überdruck oder unter Vakuum.
Überdruck: Das Objekt steht über dem Atmosphärendruck und wir messen den Ausstrom (Englisch: inside-out).
Vakuum: Das Objekt steht im Unterdruck und wir messen den Einstrom von außen (Englisch: outside-in). Die Wahl hängt vom Ziel, der gewünschten Nachweisgrenze, dem Medium und den Betriebsbedingungen ab.
Ein integraler Test bestimmt die gesamte Leckstromstärke des kompletten Objekts und überprüft diese an dem maximal zulässigen Leckwert, ein lokaler (teilweiser) Test hingegen spürt örtliche Lecks auf, um die genaue Position zu finden.


Ja, mit mobilen Anlagen können Tests beim Kunden vor Ort durchgeführt werden, vorausgesetzt, die Sicherheit und Bedingungen sind gewährleistet.
Nein. „Null“ ist mit den uns bekannten Messmethoden nicht nachweisbar, man kann nur nachweisen, dass der Leckstrom unter festgelegten Bedingungen unter der Nachweisgrenze liegt. Deshalb arbeiten Normen mit einem maximal zulässigen Leckwert (≤ X in Pa·m³/s, mbar·l/s oder std cm³/s), inklusive Methode, Druck, Temperatur, Tracer und Messdauer.
Warum „Null“ nicht verifizierbar ist – kurz erklärt:
In der Prozessindustrie, (Petro)chemie, Energie, HLK, Automobil, Kryogenik, Luft- und Raumfahrt werden häufig Lecktests vorgeschrieben.
Die SI-Einheit ist Pa·m³/s, – in der Praxis werden mbar·l/s und Std cm³/s (scc/s) häufig verwendet; in den USA auch torr·l/s. Alle drücken „Druck × Volumen pro Zeit“ aus, da Gase komprimierbar sind.
Nützliche Umrechnungen:
1 Pa·m³/s = 10 mbar·l/s
1 Pa·m³/s ≈ 7,5 torr·l/s
1 Std cm³/s ≈ 1,0 mbar·l/s (bei 0 °C und 1 atm)
Tipp: Wählen Sie eine Haupteinheit in Ihrem Bericht und geben Sie stets die verwendeten Referenzbedingungen an.
Druckprüfungen mit Flüssigkeiten überprüfen vor allem die mechanische Festigkeit und Integrität von Objekten, Dichtigkeitstests mit Gas bewerten hingegen die Dichtheit und die Leckrate mit empfindlicheren Nachweismethoden und niedrigeren Nachweisgrenzen.
Wasser kann Mikrolecks vorübergehend „abdichten“ (Oberflächenspannung/Filme), wodurch ein späterer Gaslecktest fälschlicherweise „gut“ erscheint. Ein Hydrostattest vor einem Gaslecktest durchzuführen, wird daher dringend abgeraten!
Nein. Mit einem Hydrotest werden Testobjekte auf Festigkeit und/oder Funktionalität geprüft. Gas-Dichtheitstests bewerten ein Objekt auf Dichtigkeit und Leckage mit viel niedrigeren Nachweisgrenzen. Unterschiedliches Ziel, unterschiedliche Sensitivität.
Ja. Mikroporen und Kapillarkanäle können durch einen Wasserfilm oder Rückstände vollständig verschlossen werden; Gaslecks bleiben dann unbemerkt.
Nein. Hydrotest = Festigkeit/Struktur; Gas-Lecktest = Dichtheit/Leckrate. Andere Zielsetzung, andere und geringere Empfindlichkeit.
Geeignet für „grobe“ Lecks; Größenordnung liegt deutlich über den Grenzen von beispielsweise Helium-Schnüffeltests.
Ja. Wasser, Schmutz, Korrosionsprodukte oder Additive können kleine Kanäle teilweise blockieren und ein falsches „leckfreies“ Bild vermitteln.
Wasser dringt in Poren, Wände und Dichtungen ein und bleibt adsorbiert, wodurch sich die Ausgaszeit stark erhöht und die Nachweisgrenze späterer Dichtheitstests verschlechtert. Ohne Bake-out, langes Ausglühen bei erhöhter Temperatur, stellt sich die Vakuumkompatibilität nicht wieder ein.
Ja. Nasse Bauteile korrodieren schneller; der Prozess wird verschmutzt (Abwasser/Additive) und man muss gründlich reinigen/trocknen.
Nur nach vollständiger Trocknung/Entgasung (gegebenenfalls Bake-out) und Test mit Referenzleck; dies kostet (zusätzlich) Zeit und Geld.
Begrenzt. Temperatur-/Feuchtigkeitseinfluss macht die Messung instabil; für feine Lecks bleibt ein Tracergastest mit beispielsweise Helium viel empfindlicher.
Führen Sie zuerst den Dichtigkeitstest durch, Überdruck oder Vakuum, danach erst den Hydrostattest. So verhindern Sie, dass Feuchtigkeit die Empfindlichkeit des Dichtigkeitstests negativ beeinflusst.
Nur wenn ein Code/Kunde dies für die Festigkeit verlangt, trennen Sie diesen Test dann von der (späteren) Gasleckprüfung und planen Sie gezwungene Trockenfahrten ein.
Vermeiden Sie es. Wenn es unbedingt sein muss: abnehmbare Tests durchführen, sofort trocken (warm/gezwungen), Back-out wo möglich und Hintergrundmessung bis zu einer stabilen Situation durchführen, um den Lecktest auszuführen.
Max. Leckrate (Einheit + Referenzbedingungen), Methode (Spürgerät/Akkumulation/Vakuum), Druck/Temperatur, Tracer, Messdauer und Testergebnis: bestanden/nicht bestanden.
Ja. Elastomere und poröse Materialien speichern Feuchtigkeit (Permeation/Desorption); Metallabdichtungen sind bei Trockenversuchen besser vorhersehbar.
Hydro vor dem Gas-Lecktest verlängert die Durchlaufzeit durch Trocknungszeiten, Ausgasen und zusätzliche Kalibrierung, ohne Messvorteil.
Überdruck bei repräsentativem Betriebsdruck und Lecktest mit einer Schnüffelsonde; Vakuum für niedrigere Detektionsgrenzen.
Ja. Testen Sie bevorzugt in Richtung der Praxissituation: inside-out (Überdruck), wenn das Medium normalerweise nach außen dringt, oder outside-in (Vakuum), wenn die Praxis dies erfordert. Tests in die „falsche“ Richtung können zu anderen (Test-)Ergebnissen führen.
Ein Lecktest bei Raumtemperatur und Vakuum sagt wenig aus, wenn das Objekt im Gebrauch z.B. bei 500 bar und +200 °C funktioniert. Materialverhalten, Spielräume und Dichtungen ändern sich mit Druck und Temperatur. Deshalb hat das Testen unter (oder repräsentativ für) die tatsächlichen Betriebsbedingungen Vorrang.
Das Prüfobjekt wird von innen mit Spurengas befüllt. Um das Prüfobjekt oder um einen zu prüfenden Teil des Objekts wird ein abgeschlossener Sammelraum eingerichtet (z. B. mit einer Haube oder Klebeband). Wenn Gas austritt, sammelt es sich in diesem Raum.
Durch die Messung des Anstiegs der Spurengaskonzentration im Sammelraum während der Prüfzeit kann der aktuelle Leckwert basierend auf dem bekannten Volumen und der gemessenen Zeit berechnet werden.
Die Bombing-Methode bestimmt interne Undichtigkeiten, indem ein Bauteil zuerst mit Helium „beladen“ und danach das austretende Helium gemessen wird.
Schritte:
Platzieren Sie das Bauteil in einem Druckbehälter und bringen Sie den Behälter über einen zuvor festgelegten Zeitraum unter Überdruck mit Helium. Etwaige Lecks lassen Helium in das Bauteil eindringen.
Entnehmen Sie das Bauteil aus dem Druckbehälter und platzieren Sie es in einer Vakuumkammer. Messen Sie die Diffusion mit einem Helium-Leckdetektor; der gemessene Heliumaustritt entspricht dem integralen Leckwert.

Auf der zu prüfenden Oberfläche wird eine Seifenlösung aufgebracht. Darüber wird eine transparente Vakuumbox platziert, deren Volumen mit einer Pumpe evakuiert wird. Bei einem Leck sorgt der Druckunterschied für Schaumbildung unter der Box, – sichtbar durch das Fenster.

Anwendung: vor allem für Bauteile, die intern nicht unter Druck gesetzt werden können, wie Tankböden und -wände, Schiffsrümpfe und Schweißnähte.
Go/no-go, Leckagen bis ca. 1×10-3 mbarˑlˑs-1 können erkannt werden (EN1779); Quantifizierung der Leckage ist begrenzt.
Sehr kleine Leckagen, bis etwa 10⁻⁹ mbar·l·s⁻¹, abhängig von Ausrüstung, Testaufbau, Hintergrund, Pumpgeschwindigkeit und Testdauer.
Direktes Schnüffeln wird hauptsächlich verwendet, um ein Leck aufzuspüren und entlang von Nähten, Schweißstellen oder Verbindungen zu lokalisieren. Die Empfindlichkeit hängt dabei stark vom Abstand zur Oberfläche, der Bewegungsgeschwindigkeit und der messenden Person ab.
Bei einem Integrale-Test mit Schnüffelsonde wird das gesamte Objekt (oder ein Teil davon) in einem abgeschirmten Volumen oder unter einer Haube getestet und der gesamte Leckstrom gemessen. Dieser Gesamtleckwert wird anschließend mit einem zuvor definierten Akzeptanzlimit verglichen.
Kalibrieren Sie zuerst an einem Referenzleck in der kritischsten Zone. Bestimmen Sie Geschwindigkeit und Abstand so, dass Sie ein stabiles, reproduzierbares Signal erhalten. Legen Sie diese Einstellungen fest und halten Sie sie während des Tests so konstant wie möglich: Abstand und Geschwindigkeit.

Häufig verwendete Normen für Dichtheitsprüfungen sind: EN 1779: Richtlinie zur Methodenwahl; ISO 20485: Spürgasprüfungen; EN 1593: Blasenprüfung und ASME BPVC Abschnitt V, Artikel 10: Dichtheitsprüfung mit verschiedenen Techniken.
Die Norm behandelt Prinzipien, Testaufbauten und Verfahren für Spurengas-Lecktests mit Helium, Halogenen und H₂/N₂, umfasst die Einteilung in Gruppen A und B, beschreibt Ansprech- und Reinigungzeiten, Kalibrierung und die Anforderungen für Berichterstattung und Messunsicherheit.
Systematische Auswahltabelle mit Kennbuchstaben für Techniken und Nachweisgrenzen.
Übersicht der Methoden (Blasen, Schnüffler, Massenspektrometer, Druckabfall, Ultraschall) und Forderung einer schriftlichen Verfahrensanweisung mit Parametern.
ISO 20484 legt alle Begriffe und Definitionen für Lecktests fest, es ist die Terminologienorm, auf der ISO 20485 und andere Normen basieren. Dies verhindert Missverständnisse und sorgt für eindeutige Spezifikationen und Berichte.
Für Blasenaustritt (Blasentest) als schnelle Go/No-Go-Methode für größere Lecks.
Europa: ISO 9712 (zentral, standardisierte Zertifizierung; z.B. Methode VT). Ausbildung und Prüfungen durch nationale ZfP-Organisationen.
Vereinigte Staaten: ASNT SNT-TC-1A (empfohlene Praxis; Unternehmen erstellen eigene Written Practice und Zertifizierungsprogramme).
Ja, sie gewährleisten eine einheitliche Anwendung pro Land und Sprache (z. B. NEN‑EN‑ISO 20485:2018).
Ausrüstung, Kalibrierung & Unsicherheit
Massenspektrometer (He‑4), Halogendioden, thermische Leitfähigkeit, optische Detektoren, abhängig vom Tracer und den Empfindlichkeitsanforderungen.
Mit rückverfolgbaren Referenzlecks und Überprüfung der Ansprech- / Reinigungszeit und Nachweisgrenze vor und nach dem Test.
Je nach Methode und Bedingungen; für industrielle Lecktests werden oft Unsicherheiten von bis zu ±50 % genannt.
Virtuelle Lecks, Kontamination, Restgase, Permeation und Schwankungen im Hintergrund.
Reichweite passend zur Akzeptanzgrenze und der Methode (Sniffer vs. Vakuum) mit gültigem Zertifikat.
Ansprechzeit: Zeit bis zu ~90 % stabilem Signal; Aufräumzeit: Zeit bis der Hintergrund wiederhergestellt ist.
Ja. In der Norm EN 1779 zum Beispiel stehen Formeln, um einen gemessenen Leckwert auf ein anderes Gas oder auf einen anderen (Test-)Druck umzurechnen. So können Sie einen gemessenen Wert (zum Beispiel mit Helium) auf die äquivalente Leckrate beim Prozessgas und den tatsächlichen Betriebsbedingungen zurückführen.
In der Praxis gilt Helium als das sicherste Tracergas, da es inert ist und nicht mit Materialien oder Prozessen reagiert. Ein H₂/N₂-Gemisch (Formiergas) ist ebenfalls gut verwendbar, sofern Maßnahmen gegen Brand- und Explosionsgefahr getroffen werden.
Kältemittel (F-Gase) dürfen nicht einfach als separates Tracergas verwendet und anschließend in die Atmosphäre entweichen gelassen werden, sie werden nur als Medium in der Kälteanlage selbst eingesetzt und dann mit einem Leckagesucher gemäß den geltenden F-Gas-Regeln überwacht.
Halten Sie den Testbereich so sauber und trocken wie möglich. Öl, Wasser, Fett oder Reinigungsschichten können Leckagen vorübergehend „abdichten“ und so die Erkennung stören – mit falsch-negativen Ergebnissen als Folge. Reinigen Sie daher die Oberfläche sorgfältig und lassen Sie sie vollständig trocknen, bevor Sie mit dem Lecktest starten.
Führen Sie grobe Druck- oder Hydrostattests vorzugsweise vor dem Lecktest durch und reinigen und trocknen Sie anschließend erneut, damit der feine Lecktest unter wirklich trockenen, repräsentativen Bedingungen stattfindet.
Das hängt vom verwendeten Tracergas und der Arbeitsumgebung ab, aber mindestens sollten Sie an folgende Dinge denken: Schutzbrille, geeignete Handschuhe, Gehörschutz, Gasdetektor(en) und ausreichende Belüftung oder Absaugung. Darüber hinaus müssen die vorgeschriebenen Sicherheitsmaßnahmen aus Arbeitserlaubnis, TRA und Betriebsverfahren strikt eingehalten werden.
Ja, vor allem für größere Lecks und als schnelle Screening-Methode, zum Beispiel bei Druckluftanlagen oder als Vorprüfung vor einem Helium-Lecktest mit Helium als Trägergas. So vermeidet man, dass durch große Lecks unnötig viel kostbares Helium verbraucht wird oder die Hintergrundkonzentration von Helium zu hoch wird. Beachten Sie jedoch, dass die Empfindlichkeit eines Ultraschalldetektors deutlich niedriger ist als die von Helium-Methoden.
Ausbrennen ist das kontrollierte Erhitzen einer Vakuumkammer und der dazugehörigen Leitungen, während kontinuierlich gepumpt wird. Durch die höhere Temperatur lösen sich absorbierte Gase und Dämpfe (wie Wasserdampf, Öle und Lösungsmittel) schneller aus Wänden, Dichtungen und Materialien, sodass die Pumpe sie abführen kann.
Nach dem Ausbrennen ist die Ausgasung viel geringer, wodurch ein niedrigeres und stabileres Endvakuum erreicht wird und bei Lecktests weniger Probleme mit „Schein-Lecks“ auftreten, die eigentlich durch Restgase verursacht werden.
Mindestens sollten in einem Testbericht stehen: die verwendete Norm(en) oder Methode, der Testaufbau und Hauptparameter (zum Beispiel Druck, Zeit, Tracer), die relevanten Kalibrierdaten, alle Messergebnisse mit richtigen Einheiten, die Testbedingungen (wie Temperatur und Druck) und eine klare Schlussfolgerung, ob der gemessene Leckwert über oder unter dem maximal zulässigen Wert liegt.
Außerdem nennt der Bericht den Namen des beteiligten Technikers/der beteiligten Techniker, das Testdatum, das verwendete Messgerät inklusive Identifikation und den Ort, an dem der Dichttest durchgeführt wurde. ITIS registriert und berichtet diese Daten objektiv – basierend auf den vereinbarten Akzeptanzkriterien entscheidet der Auftraggeber, ob das Objekt freigegeben oder abgelehnt wird.
Akzeptanzkriterien werden immer im Voraus im Testauftrag oder Testplan festgelegt. Darin stehen mindestens: der maximal zulässige Leckwert (gegebenenfalls pro Testphase), die Testbedingungen (Druck, Temperatur, Gas oder Medium), die angewandte Methode/Norm, wie bei der Bewertung mit Messunsicherheit umgegangen wird und wie bei Ablehnung vorgegangen wird (beispielsweise Reparatur und Nachprüfung).
So ist im Voraus klar, wann ein Objekt als „akzeptabel“ angesehen wird, und man vermeidet nachträgliche Diskussionen.
Ein Retest ist erforderlich, sobald der ursprüngliche Test keine klare, zuverlässige Aussage zulässt oder wenn sich am Objekt etwas geändert hat. Das kann unter anderem in den folgenden Situationen der Fall sein:
Ein Retest findet idealerweise mit denselben oder – falls vereinbart – strengeren Parametern statt (zum Beispiel längere Testdauer oder höherer Druck) und wird im Voraus im Testplan oder der Testanweisung festgelegt. So bleibt transparent, warum erneut getestet wurde und auf welcher Grundlage die endgültige Beurteilung erfolgt ist.
Ja, wo relevant und im Rahmen unseres Geltungsbereichs können wir Tests unter ISO 17025-Akkreditierung durchführen. Das bedeutet, dass die Messmethode, Ausrüstung, Kalibrierungen, Berichterstattung und Qualitätssicherung vom Akkreditierungsrat geprüft wurden und dass wir für diese Tests das ILAC-RvA-Logo auf dem Bericht führen dürfen. Berichte unter ISO 17025 werden in der Regel international von Kunden, Zertifizierungsstellen und Aufsichtsbehörden anerkannt.
Nicht jede Norm oder kundenspezifischer Auftrag fällt automatisch in den Akkreditierungsumfang, daher stimmen wir vorab mit einem Kunden oder Endanwender ab, ob ein geforderter Test unter Akkreditierung durchgeführt werden kann.
Leak rate ist der gemessene Leckstrom: eine Zahl mit einer Einheit, zum Beispiel 1×10⁻⁶ mbar·l/s oder Pa·m³/s. Es gibt an, wie viel Gas pro Sekunde unter bestimmten Bedingungen durch eine Leckage strömt.
Leak tightness ist die Eigenschaft oder Klasse eines Objekts in Bezug auf eine Anforderung: erfüllt das Objekt den angegebenen maximal zulässigen Leckwert oder nicht? Kurz gesagt: Leak rate ist das, was man misst, leak tightness ist das Urteil, das man daraus im Verhältnis zur Akzeptanzgrenze ableitet.
Ein Volumenstrom in cm³ pro Sekunde unter definierten Standardbedingungen; vergleichbar mit Pa·m³/s und mbar·l/s.
Der Zusammenhang lautet: 1 Pa·m³·s-1 = 10 mbar·l·s-1, oder umgekehrt: 1 mbar·l·s-1 = 0,1 Pa·m³·s-1. Geben Sie im Bericht immer deutlich an, in welcher Einheit der Leckwert angegeben ist.
Der Background ist das Basissignal des Lecksuchgeräts, ohne dass bewusst Spürgas hinzugefügt wird. Beispiele sind: das Signal bei einem Schnüffeltest in normaler Umgebungsatmosphäre, das Signal bei einem Vakuumtest, bevor Helium eingesprüht wurde, oder das Signal, wenn ein Testanschluss abgeblendet ist.
Dieser Hintergrund ist wichtig, weil er die Untergrenze deiner Messung bestimmt: Erst wenn das Lecksignal deutlich über dem Background liegt, kann ein Leck zuverlässig erkannt und quantifiziert werden. Ein hoher oder instabiler Background verringert also die praktische Empfindlichkeit des Tests und erschwert die Beurteilung von Grenzfällen.
Ein virtuelles Leck ist kein echtes Loch nach außen, sondern ein eingeschlossener Hohlraum (zum Beispiel ein Sackloch, Spalt, Gewinde, Kapillare oder poröses Material), in dem sich noch Gas oder Dampf befindet. Während eines Vakuum- oder Heliumtests entweicht dieses eingeschlossene Gas sehr langsam in das Messvolumen. Der Lecksucher „sieht“ dann ein anhaltendes oder langsam abfallendes Signal, als ob ein echtes Leck nach außen vorhanden wäre, obwohl es in Wirklichkeit nur ausgasendes Restgas aus einem solchen Hohlraum ist.
Das ist aus zwei Gründen ärgerlich:
Indem man beim Design und Aufbau Hohlräume, tote Winkel und tiefe Gewinde vermeidet oder gut durchspült / ausbrennt, verringert man die Wahrscheinlichkeit virtueller Lecks und erhält schneller ein zuverlässiges Testergebnis.
Permeation und Leckage haben beide mit Gas zu tun, das „entweicht“, aber der Mechanismus ist ganz anders.
Permeation ist das langsame Eindringen von Gas durch ein scheinbar dichtes Material. Gas- oder Dampf-Moleküle lösen sich auf der einen Seite ein wenig im Material (zum Beispiel Kunststoff oder Elastomer), diffundieren hindurch und treten auf der anderen Seite wieder aus. Es gibt also kein Loch oder einen Riss; das Material selbst lässt Gas in begrenztem Maße hindurch. Dies sieht man zum Beispiel bei O-Ringen, Schläuchen, Folien und manchen Kunststoffen.
Leckage ist der Durchfluss von Gas oder Flüssigkeit durch einen Defekt oder eine Öffnung: eine Pore, einen Riss, eine schlecht schließende Verbindung, eine beschädigte Dichtung, falsche Passung usw. Es gibt dann einen echten „Leckweg“ von innen nach außen (oder umgekehrt), oft konzentriert an einer Stelle.
Kurz zusammengefasst:
– Permeation = Molekül-für-Molekül durch das Material hindurch (Materialeigenschaft),
– Leckage = Strömung durch eine unbeabsichtigte Öffnung (Fertigungs-, Montage- oder Beschädigungsproblem).
In Spezifikationen und Testberichten ist es wichtig, diesen Unterschied explizit zu machen: Ein System kann montagebedingt vollkommen dicht sein, aber dennoch eine gewisse Permeation durch Dichtungen, Schläuche oder Membranen aufweisen.
Bei laminaren Strömungen bewegen sich Gas- oder Flüssigkeitsteilchen in ordentlichen, parallelen Schichten durch ein Rohr oder eine Öffnung. Die Geschwindigkeit ist in der Mitte am höchsten und nimmt zur Wand hin ab, aber es gibt wenig Vermischung zwischen den Schichten.
Dieses Regime tritt bei relativ niedrigen Geschwindigkeiten und/oder hoher Viskosität auf. In diesem Bereich kann die Strömung gut mit „gewöhnlichen“ Kontinuitätsgleichungen und einfachen Formeln (Poiseuille, Hagen–Poiseuille) beschrieben werden.
Turbulente Strömung ist das Gegenteil von laminaren Strömung: Die Geschwindigkeit variiert stark im Raum und in der Zeit, es entstehen Wirbel und starke Durchmischung. Dies geschieht bei höheren Geschwindigkeiten und größeren Durchmessern, wenn die Trägheitskräfte der Strömung dominieren.
Bei turbulenter Strömung sind Druckverluste und Strömungsverteilung schwerer vorherzusagen, und raue Wände sowie Geometrie spielen eine große Rolle.
Bei molekularer Strömung (molecular flow) ist der Druck so niedrig, dass Gasmoleküle kaum noch miteinander kollidieren, sondern nahezu ausschließlich mit der Wand. Jedes Molekül fliegt gewissermaßen in einer geraden Linie, bis es eine Wand trifft.
Dies sieht man bei Hoch- und Ultrahochvakuum und bei sehr kleinen Lecks. Die klassischen Formeln für Strömung (wie bei laminarer Strömung) gelten hier nicht mehr; der Durchfluss wird durch Geometrie und Temperatur bestimmt, nicht durch Viskosität.
Das Übergangsgebiet liegt zwischen Kontinuumsströmung (laminar/turbulent) und molekularer Strömung. In diesem Regime stoßen Moleküle sowohl miteinander als auch mit den Wänden in vergleichbarem Maße zusammen.
Keine der beiden Ansätze (rein Kontinuum oder rein molekular) ist vollumfänglich gültig, weshalb man oft mit empirischen oder kombinierten Modellen arbeiten muss. In der Vakuumtechnik und bei Dichtheitsprüfungen tritt dies bei mittleren Vakuumdrücken auf, zum Beispiel zwischen grobem Vakuum und Hochvakuum.
Die Knudsen-Zahl (Kn) ist das Verhältnis zwischen der mittleren freien Weglänge eines Gasmoleküls und einer charakteristischen Abmessung, zum Beispiel dem Durchmesser eines Rohrs oder einer Öffnung.
Kurz gesagt:
Mit der Knudsen-Zahl kannst du also bestimmen, welche physikalischen Modelle und Leckformeln du verwenden musst.
Bei niedrigem Druck und kleinen Öffnungen (kleinen Lecks) befindet man sich schnell im Übergangs- oder molekularen Strömungsbereich. Dann ändern sich Dinge wie Durchfluss, Druckabfall und „Leckverhalten“ im Vergleich zur gewöhnlichen, laminarer Strömung. Das hat Einfluss auf:
Durch das Kennen des Strömungsregimes und des zugehörigen Knudsen-Bereiches wählt man die richtigen physikalischen Annahmen und vermeidet Fehlinterpretationen von Messwerten.
Ja, eine Druckabfallmessung ist eine Form von Dichtheitstest, sobald das Ziel darin besteht, die Dichtheit eines Objekts zu beurteilen. Man setzt das Objekt unter Druck, verschließt es und verfolgt über die Zeit, ob der Druck spürbar abfällt. Die Empfindlichkeit ist jedoch begrenzt: Besonders bei großen Volumina oder Temperaturschwankungen ist es schwierig, kleine Lecks zuverlässig zu erkennen.
Im Vergleich zu Helium-Methoden ist ein Druckabfalltest also gröber, aber sehr nützlich, um größere Lecks, Montagefehler oder offensichtliche Dichtheitsprobleme zu entdecken.
Ultraschall ist besonders geeignet für große Anlagen mit vielen Verbindungen (zum Beispiel Druckluft- oder Gasleitungssysteme), bei denen man eher mittelgroße bis große Lecks erwartet. Es ist schnell, mobil und relativ preiswert, was es ideal als Voruntersuchung macht: Man findet zuerst die deutlichen Lecks und begrenzt so unnötigen Heliumverbrauch und hohe Hintergrundwerte bei einem späteren Heliumtest. Erst wenn die großen Lecks behoben sind und niedrigere Leckwerte relevant werden, bringt ein empfindlicherer Heliumlecktest echten Mehrwert.
In einer solchen Situation hat es wenig Sinn, sich sofort auf die kleinsten Leckagen zu konzentrieren. Eine „goldene Regel“ aus der Dichtheitsprüfungswelt lautet: Kleine Leckagen können erst dann zuverlässig gemessen werden, wenn alle großen Leckagen zuerst behoben sind. Große Lecks dominieren das Messsignal und erhöhen den Hintergrund (zum Beispiel Helium in der Umgebung), wodurch kleinere Lecks maskiert oder nicht mehr genau quantifiziert werden können.
Der praktische Ansatz ist daher:
So arbeitet man Schritt für Schritt von „groß“ zu „klein“ und verhindert, dass Zeit und Geld für Messungen verloren gehen, die durch dominante große Leckagen ohnehin nicht zuverlässig sind.
Der Prüfdruck wird immer im Voraus in Norm, Spezifikation oder Prüfplan festgelegt und hängt vom Zweck der Prüfung ab.
Im Großen und Ganzen gibt es zwei Situationen:
Dann wählt man meist einen Prüfdruck, der die Betriebsbedingungen repräsentiert, zum Beispiel den normalen Betriebsdruck oder einen festgelegten Faktor darüber (z.B. 1,1× oder 1,25×). Ziel: nachweisen, dass das System unter realen Bedingungen dicht und funktional bleibt.
Dann wird oft ein höherer Prüfdruck gewählt (zum Beispiel 1,3–1,5× des Nenndrucks), gemäß den Anforderungen der geltenden Norm oder Richtlinie. Ziel: nachweisen, dass ausreichend Sicherheitsreserve gegenüber dem vorgesehenen Betriebsdruck vorhanden ist.
In allen Fällen gilt: der Prüfdruck muss in Norm, Entwurfsdokumentation oder Risikoanalyse begründet sein und vorab klar zwischen Auftraggeber und Prüflabor vereinbart werden.
Ja, in vielen Fällen kann man einen gemessenen Leckwert in eine geschätzte Emission, zum Beispiel in kg/Jahr, umrechnen.
Dabei geht man aus von:
Auf dieser Grundlage kann man den Volumenstrom in einen Massenstrom und anschließend in eine Jahresemission (kg/Jahr) umrechnen. Wie genau das ist, hängt von den Annahmen und der Variation der Betriebsbedingungen ab.
Normen wie die EN 1779 beschreiben unter anderem in Abschnitt 7 Methoden und Formeln, um Leckwerte auf andere Gase oder Bedingungen umzurechnen. Ein Prüflabor kann dabei helfen, diese Berechnungen auf konsistente Weise durchzuführen und die verwendeten Annahmen und Unsicherheiten klar zu dokumentieren.
Ein zu hoher integraler (gesamt) Leckwert bedeutet, dass das Objekt als Ganzes zu stark leckt, aber noch nicht, wo sich die Leckstelle(n) befinden. Der nächste Schritt ist dann immer: von einer integralen Messung auf die lokale Lokalisierung umstellen.
Praktisches Vorgehen:
Verwenden Sie eine Helium-Sniffer-Sonde und „schnüffeln“ Sie das Objekt systematisch entlang der Nähte, Schweißverbindungen, Dichtungen und Anschlüsse ab. So können Sie die dominanten Leckzonen aufspüren.
Teilen Sie das Objekt in Zonen oder Segmente ein und kleben Sie Teile vorübergehend ab (Klebeband, Folie, Hauben). Schnüffeln Sie zonenweise ab. Ändert sich der integrale Leckwert merklich, wenn ein Segment abgeklebt ist, befindet sich die Leckage wahrscheinlich im nicht abgeklemmten Bereich.
Verwenden Sie örtliche Hauben oder „Hoods“ und sprühen Sie Tracergas in oder um eine bestimmte Zone. Der Leckdetektor misst dann pro Zone den Beitrag zum gesamten Leckwert. Durch das testweise Überprüfen der Zonen nacheinander fokussieren Sie den Bereich mit dem größten Beitrag.
Nach der Lokalisierung: Die Leckage reparieren, gegebenenfalls reinigen und trocknen, und anschließend denselben integralen Test erneut durchführen, um zu verifizieren, dass der Gesamtleckwert nun unter dem maximal zulässigen Grenzwert liegt.
Kurz gesagt: Bei einem zu hohen integralen Wert arbeiten Sie immer vom Globalen zum Lokalen: zuerst feststellen, dass der Gesamtleckwert zu hoch ist, dann die Leckagen lokalisieren und schließlich reparieren und nachtesten.
Wenn der gemessene Leckwert über dem vereinbarten Grenzwert liegt, wird das Objekt grundsätzlich als „nicht akzeptabel“ für die jeweiligen Prüfbedingungen bewertet. Die Folgeschritte werden idealerweise im Prüfplan im Voraus festgelegt, aber in der Praxis läuft es meist auf Folgendes hinaus:
Erst wenn der neue Test zeigt, dass der Leckwert unter dem maximal zulässigen Grenzwert liegt, kann das Objekt als ausreichend dicht für die vereinbarte Anwendung angesehen werden.
Nein, Helium ist ein seltener Rohstoff und der Preis kann stark schwanken. In bestimmten Zeiten ist Helium nur begrenzt verfügbar und damit relativ teuer. Deshalb wird bei Lecktests immer häufiger nach Alternativen gesucht, besonders bei großen Volumen oder routinemäßiger Produktion.
Abhängig von Norm, Kundenanforderungen und Sicherheit kann man beispielsweise arbeiten mit:
Die Wahl von reinem Helium oder einem Gemisch muss stets auf Empfindlichkeitsanforderung, Sicherheit (Entzündbarkeit), normative Rahmenbedingungen und die Verfügbarkeit/Preise zum jeweiligen Zeitpunkt abgestimmt werden.
Ja, das ist möglich und oft sinnvoll, vorausgesetzt, die Reihenfolge und Parameter sind im Voraus klar festgelegt. In vielen Fällen gilt genau das Prinzip:
Zum Beispiel ein Helium-Dichtheitstest oder ein präziser Druckabfalltest. So misst man die Dichtheit in einem „sauberen“ und trockenen System. Wenn zuerst mit Wasser getestet wird, können Wasserreste, Verschmutzungen oder Korrosion die Dichtheitsprüfung stören oder kleine Lecks maskieren.
Wenn die Dichtheit in Ordnung ist, folgt der Hydrotest zur Festigkeits- und Grobdichtheitsprüfung unter erhöhtem Druck. Ziel ist zu zeigen, dass das Objekt den Prüfdruck sicher aufnehmen kann, ohne zu versagen oder sichtbare Lecks zu zeigen.
Für beide Schritte müssen Prüfdruck(e), Dauer, Medium, Akzeptanzkriterien und die Regeln für Nachprüfungen (nach Reparatur) im Testplan vorab festgelegt sein. So ist klar, welche Rolle jeder Test hat und es wird vermieden, dass der eine Versuch den anderen unnötig erschwert oder beeinflusst.
Das Prüfstück wird in eine Druckkammer mit Tracer (oft Helium) gelegt, sodass der Tracer in Mikrohohlräume diffundiert; nach dem Evakuieren des Stücks wird der Ausstrom gemessen. Anwendbar für kleine hermetische Produkte (z.B. Elektronik).
Die Akkumulationsmethode eignet sich besonders, wenn direktes Absuchen mit einer Schnüffelsonde schwierig oder unzuverlässig ist. Das kann beispielsweise der Fall sein, wenn:
Statt direkt über die Oberfläche zu schnüffeln, wird das Objekt (oder ein Teil davon) in ein abgeschirmtes Volumen, eine Haube oder Kabine gelegt. Das Objekt steht unter Überdruck mit Tracergas und eventuelle Leckagen „stapeln“ sich in diesem abgeschlossenen Volumen auf.
Nach einer bestimmten Standzeit misst man die Tracerkonzentration in diesem Volumen:
Kurz gesagt: Man wählt die Akkumulationsmethode, wenn Abschirmung notwendig ist, direkte Schnüffelmessungen durch Belüftung/Umgebung gestört werden oder wenn man kleine Lecks bei niedrigem Druck besser nachweisen möchte, indem man das Tracergas kontrolliert ansammeln lässt.
Die Wahl des Tracegases hängt hauptsächlich von Empfindlichkeit, Sicherheit und dem normativen Rahmen (Normen, Kundenanforderungen, Gesetzgebung) ab.
Einige Hauptoptionen:
Sehr niedrige Nachweisgrenzen, inert und nicht brennbar. Ideal für empfindliche Lecktests, Typgenehmigungen und Situationen, in denen sehr kleine Lecks nachgewiesen werden sollen.
Günstiger als Helium und gut geeignet für Schnüffeltests, sofern Sicherheit (Brennbarkeit, ATEX) und Norm dies erlauben. Häufig als praktisches Alternativmittel bei großen Anlagen oder routinemäßiger Produktion verwendet.
Wird in branchenspezifischen Normen (HLK, Kälteanlagen) angewendet. Damit testet man sehr praxisorientiert, muss aber Umwelt- und Sicherheitsanforderungen sowie die Verfügbarkeit geeigneter Detektoren (Halogen, IR, MS) berücksichtigen.
Zusammengefasst: Man wählt das Tracegas basierend auf der erforderlichen Nachweisgrenze, den Sicherheitsaspekten (Brennbarkeit, ATEX, Toxizität), den anwendbaren Normen/Kundenanforderungen sowie der praktischen Verfügbarkeit und den Kosten des Gases.
Die Temperatur hat einen großen Einfluss auf Drucktests mit Gas. Für ein geschlossenes Volumen gilt näherungsweise das ideale Gasgesetz: Wenn die Temperatur steigt, steigt der Druck; sinkt die Temperatur, sinkt auch der Druck. Das bedeutet:
Gerade bei größeren Volumina und kleinen Leckraten ist es dann schwierig zu bestimmen, ob eine Druckänderung durch ein Leck oder nur durch Temperaturschwankungen verursacht wird.
Praktische Hinweise:
Permeation/Diffusion ist das Eindringen durch Material oder entlang von Grenzflächen; echte Lecks sind durchgehende Kanäle. Permeation kann einen quasi-konstanten Hintergrund geben, keine Punktquelle.
Was ist ein „virtuelles Leck“?
Geschlossene Volumen (tote Räume, blinde Schraubenlöcher), die langsam Gas freisetzen und ein Leck simulieren. Lösung: Design anpassen, Belüftungsnuten, saubere Montage.

Definieren Sie X [Pa·m³/s, mbar·l/s, sccm oder g/Jahr], plus Methode, Druck/Temperatur, Tracer, Messzeit und bestanden/nicht bestanden. Verknüpfen Sie X mit Prozessrisiken (Sicherheit, Emission, Produktionsverlust).
International SI (Pa·m³/s); in der Praxis auch mbar·l/s, sccm oder g/Jahr (sektorspezifisch). Verwenden Sie zuverlässige Umrechnungstabellen, um Fehler zu vermeiden.
Beide Einheiten kommen bei Sniff-Tests vor, sie drücken jedoch unterschiedliche Größen aus und orientieren sich an verschiedenen Normen und Kundenanforderungen.
Dies ist eine Konzentrationseinheit: wie viel Tracergas sich in der Umgebungsluft oder in einer Haube/Volumen befindet. Diese Einheit wird oft verwendet, wenn eine Norm oder ein Kunde eine maximale Konzentration vorschreibt (zum Beispiel bei Kältemitteln oder VOCs).
Kalibrierung: Hierbei wird ein kalibriertes Gasgemisch mit bekannter Konzentration (ppmv) verwendet, um den Detektor einzustellen und zu prüfen.
Dies ist eine Leckstrom-/Durchflusseinheit und wird verwendet, wenn ein Leckwert (leak rate) spezifiziert ist, z. B. bei Typprüfungen oder technischen Leckagedichtheitsanforderungen. Man möchte dann wissen, wie viel Gas pro Sekunde durch ein Leck entweicht.
Kalibrierung: Es wird ein kalibriertes Kalibrierleck (Referenzleck) mit bekanntem Leckwert in mbar·l/s verwendet, um den Sniffer und Detektor auf diese Einheit einzustellen.
Welche Einheit verwendet wird, hängt also ab von:
Bei großen Schweißarbeiten/Tanks, bei denen direkter Sprühauftrag schwierig ist. Die Box schafft eine kontrollierte Umgebung für eine integrale Messung über einen Abschnitt. Achten Sie auf Abdichtung und Volumeninertie.

Die richtige „Schnüffelgeschwindigkeit“ bestimmst du am besten mit einem kalibrierten Testleck, dessen Leckrate in der Nähe der maximal zulässigen Leckrate liegt. Damit kannst du in der Praxis Abstand, Höchstgeschwindigkeit und benötigte Reaktionszeit abstimmen.
Praktisches Vorgehen:
Diese Geschwindigkeit verwendest du anschließend als maximale Scan-Geschwindigkeit während des echten Tests. Überprüfe während des Tests regelmäßig erneut mit dem Testleck, ob die Reaktion noch stimmt. So erkennst du auch, ob die Schnüffelsonde nicht (teilweise) durch Staub oder Feuchtigkeit verstopft wird, was bei Schnüffelsonden anfällig ist und die Messsensitivität stark mindern kann.
Mit Referenzleckagen stellst du die Qualität und Rückführbarkeit von Tests sicher und überprüfst, ob der Leckdetektor noch korrekt funktioniert, einschließlich Ansprech- und Auspumpzeit. So kannst du die Empfindlichkeit und Stabilität des Messsystems periodisch verifizieren. Achte dabei auf den angegebenen Temperaturkoeffizienten des Lecks, die Haltbarkeit/Lebensdauer und sorge für eine rechtzeitige (Neu-)Kalibrierung gemäß Zertifikat.
Der Temperaturkoeffizient eines Helium-Kalibrierlecks beschreibt, wie stark der Leckwert infolge von Temperaturänderung variiert. Ein Kalibrierleck ist normalerweise bei einer bestimmten Referenztemperatur angegeben (zum Beispiel 20 °C).
Wenn das Leck wärmer oder kälter wird, ändert sich der tatsächliche Leckstrom. Der Temperaturkoeffizient gibt dann an, wie stark der Leckwert pro Grad Temperaturunterschied zunimmt oder abnimmt. Deshalb ist es wichtig, bei genauen Lecktests die Temperatur des Kalibrierlecks zu kennen oder den gemessenen Leckwert anhand des angegebenen Temperaturkoeffizienten zu korrigieren.
Ja, das ist in bestimmten Fällen möglich, zum Beispiel mit Kältemitteln in HLKK- und Kälteanlagen. Durch die Verwendung des tatsächlichen Prozessmediums als Tracer-Gas testet man sehr praxisorientiert: man misst dann direkt, ob und wie viel des echten Mediums entweichen kann.
Beachten Sie dabei jedoch einige wichtige Punkte:
Prozessmedien als Tracer-Gas werden unter anderem in Klimaanlagen, kommerzieller Kühlung und industriellen Kälteanlagen eingesetzt. Die Entscheidung, das Prozessmedium zu verwenden, muss immer durch eine Risikoanalyse, eine passende Messmethode und die Einhaltung der geltenden Gesetze und Vorschriften untermauert werden.
Formiergas (meist ein Gemisch aus Wasserstoff in Stickstoff) kann als Spurengas sehr nützlich sein, erfordert aber stets einen bewussten Sicherheitsansatz. Einige Grundregeln:
Verwenden Sie bevorzugt ein Gemisch mit maximal 5 % H₂ in N₂. Unterhalb dieser Grenze wird das Gemisch in der Praxis oft als nicht entzündlich angesehen – prüfen Sie jedoch stets die Produktinformationen und die geltenden Normen/Richtlinien.
Arbeiten Sie in einem gut belüfteten Raum oder sorgen Sie für lokale Absaugung. So verhindern Sie die Ansammlung von Gas, insbesondere in Schächten, Kellern oder anderen tief liegenden Bereichen.
Bestimmen Sie im Vorfeld, ob Sie in einer ATEX-Zone arbeiten – falls ja, verwenden Sie funkensichere (ATEX-zertifizierte) Geräte und beachten Sie die geltenden Explosionsschutzvorschriften. Achten Sie auch auf Zündquellen wie offene Steckdosen, funkenbildende Werkzeuge und heiße Oberflächen.
Erstellen Sie für jede Anwendung eine kurze Risikoinventur: Gasvolumen, mögliche Leckstellen, Belüftung, Zündquellen, ATEX-Klassifikation, Notfallverfahren. Dokumentieren Sie welche Maßnahmen ergriffen werden (PSA, Gasdetektion, Arbeitserlaubnis, Überwachung).
Kurz zusammengefasst: Halten Sie den H₂-Anteil niedrig, sorgen Sie für gute Belüftung, verwenden Sie in ATEX-Zonen nur geeignete Geräte und untermauern Sie jeden Einsatz von Formiergas mit einer klaren Risikoanalyse und Arbeitserlaubnis.
Bei großen Volumina ist der Druckabfall (Δp) oft gering und verläuft langsam. Dadurch wird die benötigte Testdauer lang und die Empfindlichkeit nimmt praktisch ab. Außerdem hat jede Temperaturerhöhung oder -absenkung einen großen Einfluss auf den gemessenen Druck, wodurch es schwierig wird, echte Leckagen von Temperatureffekten zu unterscheiden.
In solchen Situationen ist es oft vernünftiger, wenn möglich eine andere Technik zu wählen, zum Beispiel einen Heliumlecktest mit Überdruck (Schnüffeltest) oder einen Vakuumtest.
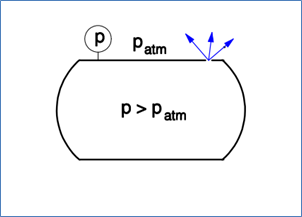
Elastomer O-Ringe können Gas durchlassen (Permeation) und sich mit der Zeit bleibend verformen (Compression Set), wodurch die Dichtheit abnimmt. Metallabdichtungen können hingegen sehr niedrige Leckraten erreichen, erfordern aber eine höhere Oberflächenebenheit, höhere Anzugskräfte und eine sorgfältige Montage.
Gute Berichterstattung enthält mindestens: Norm oder Methode, verwendetes Tracergas, Testdruck und -temperatur, Nachweisgrenze, Messdauer, verwendete Kalibrierungen, Messunsicherheit und eine klare Schlussfolgerung, ob die gemessenen Leckwerte innerhalb oder außerhalb der vereinbarten Lecktestanforderungen liegen.
Bei ITIS ist es für uns selbstverständlich, unseren Kunden den bestmöglichen Service zu bieten. Wir verstehen ihre Bedürfnisse und Wünsche und konzentrieren uns stets darauf, höchste Qualität bei Service und Lösungen zu liefern.