Veelgestelde vragen
Direct contact
Heb je vragen, of wil je gebruik maken van onze diensten? Neem direct contact met ons op, wij helpen je graag!


Heb je vragen, of wil je gebruik maken van onze diensten? Neem direct contact met ons op, wij helpen je graag!
Omstandigheden waarbij gassen vloeibaar zijn bij zeer lage temperatuur, doorgaans lager dan −150 °C.
Een test die verifieert of een testobject (bijv. afsluiters of swivels) bij lage temperatuur correct blijft functioneren en voldoet aan eisen voor bedienbaarheid en interne/externe lekdichtheid, zowel tijdens het afkoelen als erna, en vaak ook na terugkeer naar kamertemperatuur.
Lage temperaturen veroorzaken krimp, spanningen en bros gedrag, en verminderen de elasticiteit van elastomeren; zonder verificatie kan dit leiden tot hogere bedienkrachten, vastlopende onderdelen en lekkages.
Afhankelijk van norm en toepassing. Vaak −196 °C (LN₂); voor LNG, LOX of LH₂ kunnen andere setpoints gelden.
Ja. Meestal een pre‑test op omgeving, daarna de cryofase en een korte eindtest bij kamertemperatuur.
ISO 28921‑1 (productietesten), ISO 28921‑2 (typekeuring), BS 6364 en Shell MESC SPE 77/200 en 77/306.
Maatwerkprocedures zijn mogelijk als die vooraf zijn vastgelegd.
Vaak bepaalt de eindgebruiker de norm. Afwijkende of aanvullende eisen kunnen we vastleggen in een projectspecifieke testprocedure, met o.a. setpoint, afkoelsnelheid, aantal cycli en lekgrenzen.
Doorgaans wel. ITIS is een ISO 17025-geaccrediteerd testlaboratorium en daarmee een conformiteitsbeoordelingsinstantie (CBI), – in het Engels: conformity assessment body (CAB).
Als onafhankelijke organisatie toetsen wij of producten, processen, personen of diensten voldoen aan wetgeving, normen of specificaties. Accreditatie vergroot vertrouwen en internationale acceptatie; de uiteindelijke acceptatie ligt bij klant/autoriteit.
Datasheet (DN/NPS, Class/PN, materialen), tekening/BoM, afdichtingsmaterialen, norm/criteria, bedienwijze (hand/gear/actuator), testmedium en eventuele projectspecificaties (zuiverheid, O₂‑compatibiliteit).
Ja. Testobjecten die getest dienen te worden onder cryogene omstandigheden dienen volledig vrij te zijn van: vuil, vet, olie, vocht. Voor (vloeibare) zuurstoftoepassingen gelden vaak aanvullende eisen voor reinigen en controles.
Niet altijd. Met schroef- of klemadapters kan in sommige gevallen zonder lassen worden getest. Of dat veilig kan, hangt vooral af van testdruk (en daarnaast van maat/gewicht en temperatuur).
Let op: adapters brengen extra risico’s mee (losschieten, lekkages). Voor hogere drukken of zwaardere/cryogene testen adviseren wij daarom gelaste testflenzen of als veiligste en meest betrouwbare oplossing. Het blijft maatwerk; neem contact op voor de voorwaarden per test.
Afhankelijk van product, norm en testdoel.
Vaak: thermokoppels op vaste meetpunten met datalogging, druksensoren, helium‑massaspectrometer voor externe lekkage, flowmeters voor seat‑lekkage en moment‑/krachtopnemers voor bediening.
Normen kunnen aantallen meetpunten, stabilisatiecriteria en nauwkeurigheden voorschrijven; alle middelen zijn gekalibreerd en traceerbaar.
Ja, mits de methode binnen onze scope valt. De actuele scope staat bij de RvA; op verzoek sturen we de link of het certificaat. Buiten scope testen we volgens dezelfde procedures; de rapportage is dan niet geaccrediteerd.
Setpoint volgens norm/klanteis; gecontroleerd afkoelen met koud, verdampt stikstofgas of LN₂; continue temperatuurmonitoring op meetpunten starten zodra alle punten binnen tolerantie zijn gestabiliseerd.
Totdat alle voorgeschreven meetpunten de doeltemperatuur bereiken en binnen de stabilisatiecriteria vallen; duur hangt o.a. af van het setpoint, norm maar vooral het gewicht van het testobject.
Elk setpoint onder kamertemperatuur tot en met −196 °C (LN₂). Voorbeelden: −162 °C (LNG) en −183 °C (LOX).
Extern: helium (puur of mengsel) met massaspectrometer. Intern: doorgaans droge stikstof (N₂); rond −196 °C gebruiken we helium als medium omdat stikstof kan condenseren. Andere media in overleg.
Bij vastgelegd drukverschil en stromingsrichting, met een gekalibreerde flowmeter. Vergelijking met normgrens of vooraf afgesproken limiet.
Ja, vaak voorgeschreven. We meten moment of kracht bij vastgelegde condities en toetsen aan norm‑ of klantlimieten.
Afhankelijk van norm en configuratie; doorgaans meerdere cycli.
Specificatie voor lage‑temperatuur/cryoservice, met o.a. eisen aan extended bonnet onder −50 °C (vapour space), productie‑ en FE‑testen met lekgrenzen en rapportage/markering.
Britse norm voor cryogene afsluiters (−50 °C tot −196 °C), met o.a. verplichting voor extended bonnet/gland, oriëntatie‑eisen voor de spindel, cycli en lekcriteria voor metal/soft seats, met rapportage en markering.
Pre‑test op omgeving, gecontroleerd koelen en stabiliseren, low‑pressure seat op lage T, externe lekkagecontrole met helium, functionele cycli en momentmeting, daarna high‑pressure seat in stappen tot CWP en een korte eindtest op omgeving.
Typekeuring tussen −50 °C en −196 °C met LN₂ of gekoeld gas; representatieve klep uit de maatrange, vaste cycli en metingen op bedienmoment, seat‑ en externe lekkage, plus volledige rapportage.
Grenswaarden voor interne/externe lekkage en eisen aan bedienbaarheid/bedienmoment; exacte waarden staan in norm of projectspecificatie.
Dit wordt in het testrapport als ‘niet conform’ geregistreerd volgens de toepasselijke klanteisen en/of norm. De afsluiter is daarmee functioneel gebleken voor de beoogde bedrijfs- of ontwerpcondities. Een hertest is vaak pas mogelijk na corrigerende maatregelen, bijvoorbeeld een technische modificatie zoals aanpassen van toleranties, gevolgd door een volledige hertest volgens dezelfde testprocedure.
Vaak wel, om blijvende effecten (bijv. koudedeformatie) vast te stellen.
Austenitische RVS’en en nikkellegeringen presteren doorgaans goed. Ferritische/duplex staalsoorten en bepaalde gietkwaliteiten vragen extra aandacht; controleer impacttaaiheid en minimale ontwerptemperatuur.
Seats: PTFE/gevuld PTFE lage momenten; PCTFE maatvast tot zeer lage T en geschikt bij hogere drukken; PEEK beperkt.
Hard seats: grafiet of metaal. Elastomeren verliezen elasticiteit bij lage T en zijn vaak ongeschikt als primaire afdichting.
Een P-T-diagram is een grafiek of tabel die laat zien welke maximale toelaatbare druk (P) een afsluiter of het gebruikte materiaal mag hebben bij een bepaalde temperatuur (T). Het is de basis om te beoordelen of een afsluiter geschikt is voor je ontwerp- en bedrijfscondities.
Kort uitgelegd
Hoe gebruik je het?
Belangrijke kanttekeningen
Om de pakking uit de koude zone te houden. Zo verklein je de kans op brosheid van een stem seal, ijsvorming en hogere bedienmomenten en blijft er ruimte voor isolatie en goede bedienbaarheid. Lengte en uitvoering volgen de toepasselijke norm of klanteis, zoals ISO 28921, BS 6364 of Shell SPE 77/200.
Richtlijn: de verlenging moet lang genoeg zijn om de spindelpakking op een temperatuur te houden die binnen het bereik van het pakkingmateriaal valt.
Ja. Belangrijkste risico’s: O₂‑verdringing door verdampt LN₂, vriesletsel, bros worden van materialen en drukopbouw door bevriezing.
We beperken dit met bunkers, ventilatie en O₂‑bewaking, afscherming/interlocks, PBM’s, werkinstructies en noodprocedures; alleen getraind personeel test.
Ja, via het ITIS Cloud Portal (beveiligde livestream). On‑site witnessing in overleg.
Dat is zonder extra informatie lastig om te voorspellen. De duur hangt in grote mate af van massa en intern volume van het testobject, testtemperatuur en temperatuurprofiel, norm of procedure, het aantal thermische cycli en de testdruk(ken). Opwarmen en gecontroleerd afkoelen nemen meestal het meeste tijd.
Dat is afhankelijk van dezelfde factoren. Voor een gerichte offerte ontvangen we graag: producttype, gewicht en afmetingen, setpoint(s), norm of procedure, aantal cycli, testdruk(ken) en het interne volume.
Voorkeursvolgorde waar toegestaan: eerst cryo, dan hydro. Moet hydro vooraf, volg dan strikt: draineren en bedienen, langdurig vacuümdrogen (eventueel met droge N₂‑purge), visueel reinigen/inspecteren, waar praktisch afdichtingen droog her‑monteren, dauwpunt verifiëren en pas dan cryo. Hydrodruk kan water in capillairen persen; volledig verwijderen is lastig.
Ja. Door krimp, verhoogde wrijving en materiaalgedrag vallen ontwerpfouten en verontreinigingen snel op; afkeurpercentages zijn daarom relatief hoog.
Oorzaken: restwater/olie/vet, niet‑gekwalificeerde onderdelen (soft seats, pakkingen, stem seals, lagers), ongeschikte “low‑temp” smeermiddelen, tolerantie‑/uitlijningsissues en onvoldoende conditionering.
Aanpak: test clean, dry, oil‑free; droog/purge tot laag dauwpunt; kies aantoonbaar cryo‑geschikte materialen en smeermiddelen met datasheet; borg rustige koelstrategie en voldoende inweektijd; component‑ of mock‑up‑prekwalificatie.
Typetest: een ontwerpkwalificatie op lage- of cryogene temperatuur van één representatief exemplaar uit een designfamilie; de goedkeuring geldt voor maten en drukklassen binnen die familie, voorbeelden: ISO 28921-2, BS6364.
Productietest: een steekproef van een afsluiter uit een batch om te controleren of de geleverde productie aan de gestelde eisen voldoet, voorbeelden: ISO 28921-1, Shell 77/200.
Een typetest wordt vaak voorgeschreven bij een nieuw of gewijzigd ontwerp, nieuwe maat of drukklasse, nieuwe materialen of een gewijzigde afdichtingsmaterialen. Doel: het ontwerp voor de hele designfamilie kwalificeren.
Kies een productietest bij serie- of projectleveringen om batchconformiteit te verifiëren (steekproef of 100%, afhankelijk van norm/klanteis) en bij pre-shipment controles.
Een druktest is een beproeving waarbij een installatie, leiding of component onder overdruk wordt gezet om de mechanische sterkte en de praktische dichtheid te beoordelen. Afhankelijk van de norm gaat het om een sterktetest, een dichtheidstest of een combinatie daarvan.
Bij een druktest controleer je vooral of het systeem de testdruk veilig kan opnemen en of er geen zichtbare lekkages zijn bij die druk.
Een lektest richt zich op het nauwkeurig kwantificeren van lekdebiet, vaak met gevoelige meetapparatuur en gassporen, bijvoorbeeld in mbar·l/s of Pa·m³/s.
Druktesten zijn grover en bedoeld als constructieve check, lektesten zijn fijnmazig en bedoeld om microlekken te detecteren.
Voor oplevering, keuringsmomenten en constructieve beoordeling is een druktest meestal voldoende, mits je ontwerp en norm dit toestaan. Een lektest is zinvol wanneer heel lage lekdebieten vereist zijn, bijvoorbeeld bij helium-lekdichtheid of fugitive emission eisen. In veel gevallen wordt eerst een druktest uitgevoerd en alleen bij specifieke eisen aanvullend een lektest.
Een hydrotest is een druktest met een vrijwel niet-samendrukbaar medium, meestal water. Het systeem wordt gevuld, op druk gebracht en gedurende een bepaalde tijd op testdruk gehouden om sterkte en zichtbare dichtheid te beoordelen.
Water is praktisch niet samendrukbaar, daardoor is de opgeslagen energie bij een hydrotest veel lager dan bij een test met gas. Bij een defect stroomt er water uit, maar ontstaat er geen explosieve ontlading. Daardoor is een hydrotest meestal veiliger, en kun je doorgaans ook hoger testen dan bij een pneumatische druktest.
Bij een hydrotest wordt op een duidelijk gedefinieerde testdruk getest, vaak volgens norm, en wordt naast zichtbare lekkage ook naar sterkte en eventuele blijvende vervorming gekeken. Een simpele “lekzoektest met water” kan al bestaan uit het vullen van een systeem tot een bescheiden druk om montagefouten op te sporen. Beide zijn druktesten, maar een genormeerde hydrotest kent strakkere eisen voor testdruk, testduur, temperatuur en beoordeling.
Nee. Een hydrotest is primair een sterkte- en grof dichtheidsonderzoek. Je beoordeelt zichtbare lekkage, bijvoorbeeld druppels of straaltjes water. De gevoeligheid is beperkt, er wordt niet in mbar·l/s of vergelijkbare lekdebieten gerapporteerd. Voor dat niveau van detail is een aparte lektest nodig.
Typisch wordt op circa 1,3 tot 1,5 keer de ontwerpdruk of maximaal toelaatbare druk getest, gecorrigeerd voor materiaaleigenschappen bij testtemperatuur. De exacte factor hangt af van de gebruikte norm, bijvoorbeeld ASME of EN, en het type installatie.
Het systeem moet volledig gevuld en ontlucht worden, afsluiters en veiligheidskleppen moeten volgens procedure gepositioneerd zijn en instrumenten moeten geschikt zijn voor de testdruk. Daarnaast moet er aandacht zijn voor corrosiepreventie, drainage en veilig ontluchten na afloop.
Volgens de meeste normen is “geen zichtbare lekkage” het criterium. Een druppelende verbinding of een zwetende las wordt dan als afkeur gezien. In de praktijk kan een opdrachtgever in zijn specificatie nog onderscheid maken tussen sterktetest en dichtheidstest, maar dat moet vooraf helder zijn.
Ja, dat is heel belangrijk. Achtergebleven gasbellen werken als een veer: ze slaan extra energie op en kunnen bij bezwijken zorgen voor een veel heftigere ontlading dan wanneer het testobject volledig met water is gevuld. Daardoor neemt het risico op letsel en schade toe.
Daarnaast verstoren gasbellen de meting: de drukrespons wordt minder voorspelbaar en kleine lekkages of vervormingen zijn moeilijker te beoordelen. Daarom hoort een hydro- of barsttest altijd voorafgegaan te worden door zorgvuldig vullen en ontluchten, zodat het volume gas in het systeem zo klein mogelijk is.
Een pneumatische druktest is een druktest met een samendrukbaar gas, bijvoorbeeld lucht of stikstof. De testdruk ligt meestal dichter bij de ontwerpdruk dan bij hydrotesten, vanwege de grotere veiligheidsrisico’s bij falen.
Pneumatische tests worden gebruikt als water ongewenst is, bijvoorbeeld in droge of zuurstofgevoelige systemen, in instrumentatie en in installaties waar achterblijvend waterschade of verontreiniging veroorzaakt. Soms volgt een pneumatische test na een hydrostatische test, als extra controle op dichtheid.
Gas is sterk samendrukbaar en bevat bij dezelfde druk veel meer opgeslagen energie dan water. Bij bezwijken kan die energie zich abrupt ontladen, met risico op fragmenten en schokgolven. Daarom zijn testdruk en veiligheidsmaatregelen bij pneumatische tests strenger en is de testdruk vaak lager dan bij een hydrotest.
Veel codes hanteren een testdruk van ongeveer 1,1 tot 1,25 keer de ontwerpdruk. De exacte waarde hangt af van de norm en de verhouding tussen toelaatbare spanningen bij test- en bedrijfstemperatuur. Pneumatische tests worden bijna nooit tot barstdruk uitgevoerd, daarvoor zijn barsttesten bedoeld.
Meestal wordt de druk gedurende een bepaalde tijd vastgehouden en wordt gekeken naar drukval en hoorbare of zichtbare lekken, bijvoorbeeld met zeepwater op verdachte plaatsen. Er wordt geen kwantitatieve lekwaarde in mbar·l/s gerapporteerd, tenzij dat expliciet als lektest is opgezet.
Een barsttest is een destructieve drukproef waarbij een component, zoals een leiding, fitting, slang of drukvat, gecontroleerd op druk wordt gebracht totdat het bezwijkt. Doel is de barstdruk vast te stellen en te verifiëren of voldoende veiligheidsmarges ten opzichte van de ontwerpdruk aanwezig zijn.
Barsttesten worden vooral gebruikt in ontwerp- en typekeuringstrajecten, bij nieuwe producten of bij wijziging van materialen of wanddiktes. Ze worden gewoonlijk uitgevoerd op representatieve proefstukken, niet op alle productiestukken.
Bij voorkeur met een vrijwel niet-samendrukbaar medium, bijvoorbeeld water of olie, om risico’s bij bezwijken te beperken. Barsttesten met gas zijn mogelijk, maar vragen zeer zware veiligheidsmaatregelen en een geschikte testbunker met bijbehorende meetapparatuur.
Belangrijk zijn de barstdruk, de locatie en het type bezwijken, bijvoorbeeld langsnaad, las, aansluiting of basismateriaal. Daarnaast wordt gekeken of er sprake is van lekkage vóór bezwijken of bros falen en of het gedrag van de materialen overeenkomen met het ontwerp en de norm.
In veel normen en productstandaarden geldt dat de barstdruk een veelvoud van de ontwerpdruk moet zijn, bijvoorbeeld 3 of 4 keer de maximale werkdruk. De exacte factor is product- en normafhankelijk en wordt in de typekeuring aangetoond.
Ja, een hydrotest is goed geschikt om zichtbare lekkages, montagefouten en mechanische zwakke plekken op te sporen.
Voor microlekken op zeer laag niveau is een speciale lektest nodig, maar voor de meeste procesinstallaties is een correcte hydrotest de standaard.
Standaard is (demi)water, vanwege veiligheid en beschikbaarheid. Gas wordt gekozen als water niet acceptabel is voor het systeem. Als gas nodig is, moet vooraf een zorgvuldige risicoanalyse worden gemaakt en moet de testdruk meestal lager liggen dan bij een hydrotest.
Ja. Vaak wordt eerst een hydrotest uitgevoerd voor sterkte en grove dichtheid, gevolgd door een lage druk pneumatische test voor praktische dichtheid, of een aparte lektest als de specificatie dat vereist. De opbouw en volgorde worden vastgelegd in een testplan.
Een druktest na productie of reparatie is bedoeld om het onderdeel of systeem vrij te geven voor gebruik. Periodieke druktesten worden ingezet om na verloop van tijd aan te tonen dat de installatie nog steeds voldoende sterk en dicht is. De testdrukken en acceptatiecriteria kunnen voor deze twee situaties verschillen en moeten in het onderhoudsplan worden vastgelegd.
Indien technisch mogelijk vacumeren we een testobject eerst tot een lage absolute druk. Zo verwijderen we de meeste lucht en gassen uit het systeem voordat we met water vullen.
Het voordeel is dubbel: je weet vrijwel zeker dat het object gasvrij is (veel veiliger bij bezwijken) en de stand van het object tijdens vullen en ontluchten wordt minder kritisch, omdat er nauwelijks nog gasbellen over zijn die zich kunnen ophopen. Dat maakt de test voorspelbaarder, veiliger en beter reproduceerbaar.
Een Fire Safe-test beoordeelt of een afsluiter de drukvastheid en afdichting behoudt tijdens en na blootstelling aan brand. De afsluiter wordt volledig in vlammen gezet bij 750–1000 °C gedurende 30 minuten; temperaturen worden bewaakt met thermokoppels en calorimeterblokken. (ISO 10497:2021, 5.2; 5.6.7–5.6.8)
“Fire Safe by Design” duidt op een ontwerp dat gebruikmaakt van brandwerende principes of materialen (bijv. grafiet, metalen zittingen). Alleen een fysieke type test volgens de norm kan echter aantonen dat aan de eisen wordt voldaan. (Niet gespecificeerd in ISO 10497)
Nee. Alleen afsluiters die daadwerkelijk volgens de norm zijn getest, kunnen aanspraak maken op conformiteit; ontwerpaanspraken zonder testbewijs zijn onvoldoende. (Niet gespecificeerd in ISO 10497)
Getest: de afsluiter is onderworpen aan een Fire Safe type test. Gecertificeerd: de test is gedocumenteerd conform de eisen van de norm en kan onafhankelijk zijn bijgewoond; ISO 10497 schrijft geen derden-witness voor, maar een afnemer of certificerende partij kan het wel verlangen.
(ISO 10497:2021, 6.7; Niet gespecificeerd in ISO 10497 m.b.t. third‑party witnessing)
Na de brand moet de afsluiter vanuit gesloten toestand volledig kunnen openen tegen de hoge testdruk; lukt dat niet, dan faalt de Fire Safe-test. (ISO 10497:2021, 6.5)
De methode is van toepassing op afsluiters met één of meerdere obturators, met specifieke bepalingen voor symmetrische versus asymmetrische zittingen en multi‑obturatorontwerpen; oriëntatie/stroomrichting en ontwerp beïnvloeden de wijze van testen. (ISO 10497:2021, 1; 4.1; 4.1.6)
Vaak gebruikt: ISO 10497, API 607 (kwartslag, soft‑seated) en API 6FA (upstream-toepassingen). Deze FAQ focust op ISO 10497. (Niet gespecificeerd in ISO 10497)
ISO 10497 behandelt geen kruis‑certificering. In de praktijk kan één brandtest soms voor meerdere normen volstaan als aan alle eisen wordt voldaan, maar acceptatie wordt per norm en per eindgebruiker bepaald. (Niet gespecificeerd in ISO 10497)
Kies op basis van afsluitertype en toepassing: ISO 10497 (algemene industriële afsluiters), API 607 (ASME Class kwartslag soft‑seated), API 6FA (upstream/pijpleiding). (Niet gespecificeerd in ISO 10497)
ISO 10497 is internationaal erkend; acceptatie hangt af van beleid van afnemers/toezichthouders. Testen in een ISO/IEC 17025‑geaccrediteerd laboratorium vergroot de internationale acceptatie. (Niet gespecificeerd in ISO 10497)
Ja, mits ingediend samen met het volledige, conforme rapport van de editie waaronder de afsluiter oorspronkelijk is getest. Voor double‑seated afsluiters zonder vastgelegd cavity‑setpoint en/of cavity‑drukdata is een aanvullende overdruk‑cavitytest op omgeving vereist, als bijlage bij het oorspronkelijke rapport. (ISO 10497:2021, 1; 4.2.3; 5.3.2.8)
Gebruikelijke input: afsluitergegevens (maat, drukklasse, materialen), bewijs van productietesten en tekeningen/Bill of Materials voor identificatie. De norm schrijft voor welke rapportonderdelen na de test aanwezig moeten zijn (bijv. tekeningen, materialen, aanhaalmomenten, drukken, temperaturen). (ISO 10497:2021, 6.7)
De norm sluit lekkage van leiding‑naar‑afsluiter eindverbindingen uit van de externe‑lekkagebeoordeling; soms zijn aanpassingen nodig om dergelijke lekkage uit te sluiten. Gelaste testflenzen zijn een laboratoriumpraktijk om valse afkeuring door pakkinglekkage te voorkomen. (ISO 10497:2021, 5.3.1; 6.6 noot)
Aanwezigheid of remote witnessing kan in overleg; ISO 10497 schrijft witnessing niet voor. (Niet gespecificeerd in ISO 10497)
Een volledige test inclusief opbouw, 30 minuten brand, afkoelen, eindtest en demontage duurt vaak één werkdag per afsluiter, afhankelijk van maat/klasse en logistiek. (Niet gespecificeerd in ISO 10497)
Voor double‑seated afsluiters moet het systeem een overdrukbeveiliging bevatten om cavity‑overdruk tijdens de brand te voorkomen; cavity‑drukmonitoring tijdens de brand is verplicht voor alle double‑seated afsluiters. (ISO 10497:2021, 4.2; 5.3.2.8)
Als de afsluiter‑eigen relief opent, gaat de test door en wordt lekkage geclassificeerd: naar atmosfeer = externe lekkage; naar downstream = door‑zitting‑lekkage. Als de beveiliging van de testrig opent, wordt de test gestopt en ongeldig verklaard. (ISO 10497:2021, 4.2.1–4.2.2; 5.6.11; 5.6.13)
Breng een dedicated cavity‑aansluiting aan (bijv. 1/4″ NPT/BSP of gelijkwaardig) voor de druksensor; lokale versterking is toegestaan als de aansluiting de sterkte anders zou verzwakken. (ISO 10497:2021, 5.3.2.8)
Een tijdelijke modificatie (bijv. boren en een fitting oplassen) is toegestaan voor testdoeleinden, mits het ontwerp representatief blijft; details worden in tekening/rapport vastgelegd. (ISO 10497:2021, 5.3.2.8; 6.7 h)
Cavity‑druk kan tijdens brand sterk stijgen tenzij ontlast; monitoring is verplicht om aan te tonen dat het ontwerp binnen veilige grenzen blijft en om ruptuur te voorkomen. (ISO 10497:2021, 5.3.2.8; Inleiding)
ISO 10497 voorziet niet in een expliciete uitzondering; als monitoring echt niet mogelijk is, moet de afwijking worden gedocumenteerd en kan strikte conformiteit niet worden geclaimd. (Niet gespecificeerd in ISO 10497)
Ja. De norm specificeert hoe samenstellingen met meerdere obturators kunnen worden gekwalificeerd; als alle obturators en afdichtingen hetzelfde ontwerp hebben, kan één configuratie de rest afdekken. (ISO 10497:2021, 4.1.6)
Als de afsluiter met een gear box is getest, is die assemblage gekwalificeerd; testen mét een gear box kwalificeert dezelfde afsluiter zonder een gear box, maar niet omgekeerd. (ISO 10497:2021, 4.1.4)
Nee. Deze vallen buiten de scope van ISO 10497; alleen handmatig bediende tandwielkasten of vergelijkbare mechanismen die deel uitmaken van de afsluiter assemblage vallen binnen scope. (ISO 10497:2021, 1)
Alleen als ze deel uitmaken van de afsluiter assemblage en relevant zijn voor de afdichting; anders gelden andere toepasselijke normen. (ISO 10497:2021, 1)
Nee. Materiaalgroepen: ferritisch, austenitisch, duplex en nikkel‑legeringen. Uitbreiding kan door per extra groep één representatieve afsluiter te testen. (ISO 10497:2021, 7.3.1–7.3.3)
Eén test kan andere maten en drukklassen van hetzelfde basisontwerp kwalificeren binnen de grenzen in Tabellen 2–3; een DN 200 / NPS 8‑test kan alle grotere maten van hetzelfde ontwerp afdekken. (ISO 10497:2021, 7.1 a); 7.5; Tabellen 2–3)
Kwalificatie naar drukklasse (ISO 10497:2021 — 7.5.2, Tabel 3)
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Ja. Testen op NPS 8 (DN 200) kwalificeert alle grotere maten van hetzelfde ontwerp; voor kleinere maten zie Tabel 2 voor de exacte dekking. (ISO 10497:2021, 7.1 a); Tabel 2)
| ISO 10497 Tabel 2 (Kwalificatie naar maat) | |||
| Maat testafsluiter | Overige gekwalificeerde maten (NPS/DN) | ||
| NPSa | DNb | NPSa | DNb |
| ½ en kleiner | 15 | Alle maten 2 en kleiner | Alle maten 50 en kleiner |
| ¾ | 20 | Alle maten 2 en kleiner | Alle maten 50 en kleiner |
| 1 | 25 | Alle maten 2 en kleiner | Alle maten 50 en kleiner |
| 1 ¼ | 32 | Alle maten 2 ½ en kleiner | Alle maten 65 en kleiner |
| 1 ½ | 40 | Alle maten 3 en kleiner | Alle maten 80 en kleiner |
| 2 | 50 | 2 en kleiner; 2 ½; 3; 4 | 50 en kleiner; 65; 80; 100 |
| 2 ½ | 65 | 2 ½; 3; 4; 5 | 65; 80; 100; 125 |
| 3 | 80 | 3; 4; 5; 6 | 80; 100; 125; 150 |
| 4 | 100 | 4; 5; 6; 8 | 100; 125; 150; 200 |
| 5 | 125 | 5; 6; 8; 10 | 125; 150; 200; 250 |
| 6 | 150 | 6; 8; 10; 12 | 150; 200; 250; 300 |
| 8 | 200 | 8 en kleiner | 200 en kleiner |
| a Nominal pipe size (piping and pipeline afsluiters)
b Nominal pipe size (piping and pipeline afsluiters) |
|||
Wijzigingen in niet‑metalen zitting, spindel‑ of huisafdichtingen vereisen her-kwalificatie, behalve binnen dezelfde polymeer/elastomeerfamilie (bijv. PTFE→PTFE). Lip‑seals kwalificeren geen O‑ringen en omgekeerd. (ISO 10497:2021, 7.3.5)
Het eindtype op zich niet; het massa‑criterium geldt wel. Afsluiters met andere eindverbindingen zijn gedekt als de massa ≥ de testafsluiter massa of ≥ 75% daarvan is en overige criteria gelijk zijn. (ISO 10497:2021, 7.1 e)
Vaak wel. Ferritische boutmaterialen kunnen austenitische RVS‑bouten kwalificeren (niet omgekeerd); andere legeringen vereisen afzonderlijke testen. Een mid‑range test van hetzelfde ontwerp met het nieuwe boutmateriaal kan het bereik voor dat materiaal kwalificeren. (ISO 10497:2021, 7.3.4)
Een uitgebreid testrapport met alle items uit 6.7 (bijv. drukken/temperaturen elke 30 s gelogd, reultaten m.b.t. lekkages, tekeningen/BoM, aanhaalmomenten). Afsluiters die conform dit document zijn getest, mogen worden gemarkeerd met “ISO‑FT”. (ISO 10497:2021, 6.7; 8)
Niet voldoen aan lekkagelimieten of bedienbaarheid betekent een gefaalde Fire Safe‑test. De norm staat invalidatie toe als de rig‑beveiliging opent of als facilitaire storingen het resultaat beïnvloeden. (ISO 10497:2021, 5.1; 4.2.2; 6.2–6.6)
ISO 10497 vereist geen Notified Body; of derden‑witness/certificering nodig is, wordt door afnemer of toezicht bepaald. (Niet gespecificeerd in ISO 10497)
Ja, in overleg. Een herhaling moet identieke configuratie en condities aanhouden voor geldigheid en vergelijkbaarheid. (Niet gespecificeerd in ISO 10497)
Ja. Fire Safe‑testen brengen risico’s met zich mee; de norm bevat veiligheidswaarschuwingen en vereist beschermingsmaatregelen en vakbekwaam personeel. (ISO 10497:2021, 5.1)
ISO 10497 zegt niets over kruis‑certificering. In de praktijk kan één brandtest soms meerdere normen dienen als alle eisen worden gehaald; haalbaarheid hangt af van maat/klasse, drukinstelregels, sequentie‑stappen (bijv. low‑pressure operability in ISO/API 607) en acceptatie door de eindgebruiker.
Bij kleine maten (< NPS 2) en lagere klassen (≤ Class 900) zijn aparte certificeringstrajecten vaak nodig. (Niet gespecificeerd in ISO 10497)
Een hydrotest toont vooral aan dat een afsluiter mechanisch sterk is en “grove” lekken niet heeft. Fugitive emission testen gaan vele orders van grootte gevoeliger. Ze kijken naar kleine lekkages langs de spindel, pakkingen en body-joints. Juist die kleine, continue lekken bepalen je VOC/methaan-footprint, LDAR-scores en vergunning risico’s. Met FE-testen bewijs je dus iets wat een gewone druktest nooit laat zien.
Een goed FE-gedrag verlaagt je totale lifecycle-kosten: minder productverlies, minder “repeat offenders” in LDAR, minder noodreparaties, minder ongeplande downtime en minder claims vanuit HSE. Een klep met aantoonbaar lage emissies kan in aanschaf duurder zijn, maar verdient zich vaak terug doordat hij veel langer binnen de toelaatbare lekgrenzen blijft.
Met normen als ISO 15848-1, ISO 12101, API 622/624/641 spreek je één taal met leveranciers en eindgebruikers wereldwijd. Je voorkomt discussies als “wat bedoel je met low emission?”, omdat in de norm is vastgelegd: testgas, druk, temperatuur, aantal cycli en maximale lekwaarde. Dat maakt offertes vergelijkbaar, voorkomt misverstanden in contracten en vereenvoudigt acceptatie door verschillende landen en autoriteiten.
Veel regelgeving schrijft “best beschikbare technieken” en lage emissies voor, maar noemt niet altijd een specifieke klepnorm. Met FE-geteste afsluiters kun u laten zien dat u bewust voor low-emission technologie hebt gekozen. Dat maakt vergunningstrajecten, audits en milieujaarverslagen een stuk eenvoudiger: u kunt onderbouwen dat uw installatie-inrichting past bij de strengere VOC- en methaandoelen.
In de praktijk blijkt een groot deel van de bestaande kleppen méér te lekken dan bij installatie werd gedacht, bijvoorbeeld door slijtage of relaxatie van packing. Door een steekproef FE-testen ontdek je welke typen, diameters of services de grootste “lekbijdrage” hebben. Dat geeft een harde basis om gericht te investeren in retrofit, re-packing of vervanging, in plaats van overal tegelijk te moeten beginnen.
FE-testen maken prestaties meetbaar en bespreekbaar. Seal-leveranciers tonen met ISO 12101/API 622-testen wat hun packing of seal kan; afsluiter fabrikanten tonen met ISO 15848-1/API 624/641 wat de complete afsluiter doet; eindgebruikers kunnen op basis daarvan gerichte eisen. Daardoor verschuift het gesprek van “gevoel en ervaring” naar aantoonbare data over emissiegedrag.
Fugitive emissions zijn ongewenste, vaak kleine maar continue lekken van vluchtige stoffen (bijvoorbeeld VOC’s of methaan) via componenten zoals afsluiters, flenzen, pompen, compressoren, veiligheidskleppen en schroefdraadverbindingen. Het gaat dus niet om schoorstenen of gecontroleerde afblaas, maar om diffuse lekken uit de procesinstallatie zelf.
Omdat ze tegelijk drie dingen raken, productverlies, veiligheid en milieu. Veel kleine lekken bij elkaar zorgen voor significante VOS- of methaanemissies, hogere explosie- en gezondheidsrisico’s en een slechtere emissiebalans in vergunningen, ESG-rapportages en klimaatdoelen. Wet- en regelgeving rond VOC’s en methaan wordt wereldwijd aangescherpt, waardoor deze “kleine” bronnen steeds zwaarder meewegen.
In de meeste installaties zijn dat bewegende afdichtingen en verbindingen, spindelafdichtingen van afsluiters, packings, flensverbindingen, pompen, compressoren, veiligheidskleppen en open einden. Juist hier draait het om de combinatie van druk, temperatuur, beweging en veroudering, waardoor emissies langzaam kunnen toenemen als er niet bewust op wordt gestuurd.
FE type testen (bijvoorbeeld ISO 15848-1, API 622/624/641, ISO 12101) laten in het lab zien hoe “low emission” een component of seal is onder gestandaardiseerde condities.
Een LDAR-programma gaat over wat er daarna gebeurt in bedrijf, – periodiek meten in de installatie, lekken opsporen, repareren en rapporteren. Type testen helpen je bij het ontwerpen en selecteren van betere componenten, LDAR borgt dat het hele park in de praktijk binnen de emissie-eisen blijft.
Met alleen LDAR kun je lekken wel vinden en repareren, maar los je de ontwerp-problemen niet op. Als de basisafsluiters, packings en flenzen niet voor lage emissies zijn ontworpen, blijf je structureel veel “leakers” houden en veel reparatie-werk doen.
FE-geteste componenten verlagen de beginemissie en vertragen de degradatie, – LDAR wordt dan meer bewaking en fine-tuning in plaats van continu brandjes blussen.
Type testen tonen aan wat een component kán, niet wat kleppen of afdichtingen na jaren bedrijf of onvoldoende onderhoud nog doet. In de praktijk spelen montagefouten, slijtage, relaxatie van packing, beschadigde flenzen en procesveranderingen een grote rol. Zonder LDAR weet je niet welke kleppen of flenzen in je bestaande park ondertussen buiten de grenswaarden zijn geschoven.
Je kunt FE-testresultaten gebruiken om:
• kleptypen en pakkingen met bewezen lage emissies te prioriteren bij nieuwbouw en retrofit,
• kritische lijnen te selecteren waar je juist wél extra LDAR-inspanning plant,
• aannames in emissiefactoren te onderbouwen richting vergunningverlener,
• investeringen (bijvoorbeeld FE-upgrade versus meer meetrondes) onderbouwd af te wegen.
In Nederland moet je onder de Omgevingswet en het Bal (Besluit activiteiten leefomgeving) je emissies naar lucht beperken met Best Beschikbare Technieken. Voor installaties met relevante VOS-lekverliezen betekent dat in de praktijk: werken volgens BBT-conclusies uit de EU-BREFs, een LDAR-achtige aanpak volgen op basis van het Handboek diffuse emissies VOS en het Meetprotocol lekverliezen, en in je omgevingsvergunning vastleggen hoe je dat uitvoert en monitort.
Duitsland heeft met TA Luft 2021 een zeer expliciete en strenge regeling voor emissies uit installaties, waarin kleppen, flenzen en andere apparaten nadrukkelijk in beeld zijn. TA Luft volgt voor afsluiters ISO 15848-1 als technische referentie.
Daardoor zijn TA-Luft-geschikte of ISO-15848-1-geteste kleppen voor veel Europese en internationale projecten de natuurlijke benchmark geworden, ook buiten Duitsland.
De BREFs en de bijbehorende BAT-conclusies vullen de IED in met concrete eisen: verplicht LDAR-programma’s voor diffuse VOC, het gebruik van “dichte apparatuur” zoals low-emission valves en flenzen, en rapportage-eisen.
Lidstaten vertalen dat naar nationale regels en vergunningvoorwaarden. Voor eindgebruikers betekent dat, laat in het beleid zien dat de componentkeuze (ISO 15848, API, ISO 12101) en de LDAR-aanpak logisch aansluiten op deze BAT-lijn.
In deze regio’s zijn de lucht- en klimaatwetten al ver doorontwikkeld, met sector-specifieke regels voor raffinage, chemie en olie- en gasinstallaties. Ze verplichten LDAR-programma’s, leggen grenswaarden op voor VOC en methaan en benoemen expliciet meetmethoden (zoals EN 15446 en EPA Method 21).
Daardoor ontstaat een duidelijk speelveld waarin low-emission componenten en gestructureerde LDAR-programma’s geen “nice to have” meer zijn, maar een voorwaarde om installaties in bedrijf te mogen hebben.
De nieuwe EU-methaanverordening en vergelijkbare regels in de VS en Canada richten zich primair op methaan, maar gebruiken dezelfde bouwstenen als VOC-beleid: LDAR, beperking van venting/flaring en eisen aan dichte apparatuur. De infrastructuur en verwachtingen rond monitoring en rapportage schuiven daarmee op naar een niveau dat ook voor VOC-rijke sectoren maatgevend wordt.
TA Luft en Bal (Besluit activiteiten leefomgeving) leggen vooral emissiegrenzen en BBT-eisen vast en laten de praktische invulling grotendeels over aan BREFs, vergunningen en richtlijnen.
VLAREM II, bijlage 4.4.6 gaat een stap verder door een expliciet meet- en beheerprogramma voor fugitieve VOS-emissies te beschrijven, inclusief componentcategorieën, emissiefactoren en rapportage-inhoud. FE-type testen blijven ook hier de ontwerp- en selectiekant, VLAREM regelt hoe men als uitbater de werkelijke emissies moet inschatten en opvolgen.
Door drie niveaus te combineren:
• componentniveau, gebruik low-emission kleppen, flenzen en seals die volgens ISO 15848-1, API 624/641 of ISO 12101 zijn getest,
• installatieniveau, organiseer een VLAREM-LDAR-programma met Method-21-achtige metingen, emissiefactoren en rapportage,
• dossiervorming, leg in een dossier vast dat er FE-type testen worden voorgeschreven om “technisch dichte” apparaten te selecteren. Zo is aantoonbaar dat er zowel aan de letter (VLAREM) als aan de geest (BBT, emissiereductie) van de regelgeving wordt voldaan.
Richt je eerst op lijnen waar drie dingen samenkomen, hoge milieu-impact (toxisch, SVHC, hoge VOC- of methaanbelasting), hoge LDAR-last (veel leakers, veel reparaties) en hoge beschikbaarheids-eisen. Daar levert een FE-upgrade de meeste winst op in emissiereductie, veiligheid en lagere LDAR-inspanning per jaar.
Kies één “default route” als ruggengraat, – bijvoorbeeld ISO 12101 + ISO 15848-1 voor internationale projecten, of API 622/624/641 voor sterk API-gedreven projecten, en leg daarboven juridische “schillen” per regio (Bal, TA Luft, VLAREM, EPA/CAA). Zo houd je intern één technische taal, terwijl men naar buiten per land laat zien hoe daarmee aan de lokale regels wordt voldaan.
Er is geen aparte “fugitive emission wet”, maar onder de Omgevingswet en het Besluit activiteiten leefomgeving (Bal) moet je VOS-emissies beperken met Best Beschikbare Technieken. Voor installaties met relevante VOS-lekverliezen wordt in vergunningen vrijwel standaard een LDAR-programma opgelegd, gebaseerd op het “Meetprotocol lekverliezen, vluchtige organische stoffen” en het Handboek diffuse emissies VOS.
Praktisch werken bedrijven met het “Meetprotocol lekverliezen, vluchtige organische stoffen”, waarin de snuffelmethode (EN 15446-achtig) en OGI worden beschreven als BBT voor lekdetectie en reparatie, inclusief drempelwaarden, inspectiefrequenties en rapportage voor vergunning en milieujaarverslag.
Niet voor elke installatie, maar in sectoren als raffinage, organisch-chemische industrie en tankopslag wordt LDAR in de Omgevingsvergunning vaak verplicht gesteld op basis van EU-BAT-conclusies voor diffuse VOC-emissies. Het Meetprotocol lekverliezen wordt dan expliciet als invulling genoemd.
In Duitsland zijn het Bundes-Immissionsschutzgesetz (BImSchG) en vooral de Technische Anleitung zur Reinhaltung der Luft (TA Luft 2021) bepalend. TA Luft 2021 verwijst voor kleppen expliciet naar ISO 15848-1 als referentie voor fugitive emission testen en stelt lekgrenzen voor onder meer flensverbindingen.
TA Luft schrijft niet voor dat elke individuele klep getest moet zijn, maar ze legt wel vast dat voor afsluiters de “stand der techniek” volgens ISO 15848-1 wordt gevolgd. In de praktijk eisen veel Duitse en internationale chemiebedrijven daarom ISO-15848-1-geteste of TA-Luft-gecertificeerde kleppen in hun specificaties.
De kern is de Europese Industrial Emissions Directive (IED 2010/75/EU). Die wordt uitgewerkt in BAT-conclusies en BREF-documenten, waarin expliciet technieken als LDAR, dichte apparatuur (low emission valves, dichte flenzen) en limieten voor diffuse VOC-emissies zijn vastgelegd. Lidstaten moeten dit via vergunningen en nationale regels (zoals Bal, TA Luft) implementeren.
Ja, voor olie- en gassectoren. De EU-methaanverordening verplicht operators in de energie-keten om methaanlekken op te sporen, LDAR-programma’s op te zetten, venting en flaring te beperken en daarover te rapporteren. Fugitive emissions uit afsluiters, flenzen en andere componenten zijn daarin expliciet een aandachtspunt.
In de VS is de Clean Air Act de basis, uitgewerkt in NSPS/NESHAP-regelingen per sector. Die verwijzen naar EPA Method 21 als standaard voor VOC-lekdetectie en verplichten voor vele categorieën installaties een formeel LDAR-programma met periodieke screening, reparatietermijnen en registratie.
Method 21 beschrijft hoe je VOC-lekken met een FID/PID moet meten, inclusief meetafstanden, responstijden en lekdrempels. Deze methode is in tientallen federale regels verankerd als verplicht meetprotocol voor LDAR-programma’s bij onder andere valves, flenzen, pompen en drukontlastkleppen.
Ja, Canada heeft federale “Regulations Respecting Reduction in the Release of Methane and Certain VOCs (Upstream Oil and Gas Sector)”. Die leggen limieten en LDAR-verplichtingen op voor methaan en VOC’s uit upstream-installaties, inclusief inspectiefrequenties en reparatietermijnen voor lekken. Provincies kunnen aanvullende eisen opleggen.
De wetten en richtlijnen (Bal, TA Luft, IED, Clean Air Act, Canadese methane-regels) schrijven meestal geen specifieke klepnorm voor, maar eisen “best beschikbare technieken” en lage fugitive/diffuse emissies.
ISO 15848-1, API 622/624/641 en TA-Luft-gebaseerde testen zijn dan het technische bewijs dat een ventiel voldoet aan emissie-eisen.
Nee. Elk land of regio heeft eigen lucht- en klimaatwetgeving, maar de trend is hetzelfde, strengere eisen voor VOC- en methaanemissies, verplichte LDAR-programma’s en nadruk op BBT.
In de praktijk groeien de technische standaarden naar elkaar toe rondom ISO 15848-1, TA Luft, EPA Method 21 en EN 15446 als herkenbare referenties.
Een type test is een beoordeling over het ontwerp van een representatieve klep uit een design family. Die klep wordt zwaar belast, bijvoorbeeld met veel mechanische cycli en temperatuurwisselingen, om de prestaties van het ontwerp te classificeren.
Een productie test is een (steekproefsgewijze) controle op seriestukken uit de fabriek onder beperkte, praktijkdichte condities. De type test kwalificeert het ontwerp, de productie test controleert of de geleverde kleppen dat niveau in de praktijk blijven halen.
LDAR staat voor Leak Detection And Repair. Het is een gestructureerd programma om lekkages van vluchtige stoffen (bijv. VOC’s, methaan) bij componenten zoals afsluiters, flenzen en pompen systematisch op te sporen, te registreren en te repareren. Het doel is om emissies aantoonbaar te beperken, vergunningseisen na te leven en onnodig productverlies te voorkomen.
Omdat methaan beter aansluit bij de praktijk en bij milieueisen. Helium is ideaal om heel kleine lekdebieten met een vacuüm lekdetector te meten, maar het lijkt niet op de echte procesgassen. Methaan is representatief voor koolwaterstoffen en sluit aan bij hoe in het veld wordt gemeten, bijvoorbeeld met FID-apparatuur in LDAR-programma’s die vaak in ppmv methaan of “total hydrocarbons” werken.
Door ook methaan als tracer toe te staan, kunnen testresultaten rechtstreeks worden gekoppeld aan grenswaarden en meetmethoden uit vergunningen, TA Luft en LDAR. Tegelijk blijft helium beschikbaar voor zeer gevoelige, kwantitatieve lekdebietmetingen met een massaspectrometer. De norm laat beide opties toe: helium voor de hoogste meetgevoeligheid, of methaan wanneer aansluiting op de praktijk en op regelgeving belangrijker is.
Formeel: nee, niet één-op-één. ISO 15848-1 en ISO 12101 zeggen expliciet dat er géén bedoelde correlatie is tussen:
• de totale heliumik-lekdebieten (Pa·m³/s of mbar·l/s, gemeten met vacuüm/bagging), en
• de lokale methaanconcentraties in ppmv (snuffelmethode), en ook niet tussen de heliumklassen (AH/BH/CH) en de methaanklassen (AM/BM/CM).
In de praktijk kun je alleen onder strikt identieke meetcondities een fysische vergelijking maken, – zelfde methode, druk, geometrie en beide als lekdebiet in bijvoorbeeld Pa·m³/s. Zelfs dan blijft het een benadering, omdat helium en methaan zich anders gedragen. Voor norm- of contractbeoordeling mag je dus niet met een simpele omrekenfactor werken, maar moet je testen in het medium en met de meetmethode die de norm voorschrijft.
ISO 15848-1 wil een echte lekstroom vastleggen, niet alleen een gasconcentratie in de lucht. Bij de vacuümmethode staat de binnenkant van de afsluiter onder een bekende overdruk met helium, terwijl de buitenkant is aangesloten op een helium-lekdetector in vacuüm-mode. Die pompt alle vrijkomende helium af en zet het signaal direct om in een lekdebiet (bijvoorbeeld Pa·m³/s of mbar·l/s), en wordt daarbij vergeleken met een kalibratielek.
Bij een snuffeltest meet je vooral concentratie rond het lek, sterk beïnvloed door afstand, tocht en turbulentie. De vacuümmethode is veel gevoeliger, beter te kalibreren en minder afhankelijk van de operator. Daardoor zijn lekwaarden tussen verschillende laboratoria reproduceerbaar en goed vergelijkbaar, precies wat de norm beoogt.
Een lekwaarde in klasse AH is daarbij zó klein, dat deze praktisch alleen met de vacuüm-methode betrouwbaar gemeten kan worden.
ISO 12101 is bedoeld voor het type testen van stem seals, in een testopstelling die representatief zijn voor valves. De norm geeft een classificatiesysteem en testprocedures om de prestaties van verschillende stem seal ontwerpen voor vluchtige emissies te vergelijken.
De norm is vooral relevant voor packing en seal fabrikanten, maar ook voor eindgebruikers en afsluiterfabrikanten. Zij kunnen vooraf zien welke stem seals een bepaalde fugitive emission prestatieklasse halen, voordat complete kleppen worden getest volgens bijvoorbeeld ISO 15848-1.
De norm onderscheidt onder andere quarter-turn, non-rotating rising stem en rotating rising stem, zodat dezelfde stem seal onder verschillende bewegingsprofielen kan worden beoordeeld.
De norm dekt compressibele seals met en zonder live loading, elastomeren en drukgeactiveerde seals. Daarmee gaat ISO 12101 nadrukkelijk verder dan alleen gevlochten (braided)grafietpacking.
ISO 12101 kwalificeert alleen de stem seal in een testfixture, niet de complete klep. Eerst kwalificeert u dus het seal ontwerp, daarna kunnen afsluiters met die seal volgens andere normen, bijvoorbeeld ISO 15848-1, worden getest.
De norm beschrijft tightness klassen voor testen met helium en methaan als tracer gas. Zo kan een seal fabrikant aantonen welke lekkageklasse hoort bij een bepaald medium en een bepaalde meetmethode.
ISO 12101 introduceert endurance klassen gebaseerd op het aantal mechanische cycli en de stemverplaatsing. Daardoor kunt u stem seals kwalificeren voor bijvoorbeeld isolatieafsluiters met weinig cycli of regelkleppen met zeer veel cycli.
ISO 12101 is een aanvulling wanneer u verschillende stem seal ontwerpen wilt vergelijken zonder voor elk ontwerp een volledige kleptest te doen. De resultaten helpen bij de keuze van seals in afsluiters die later volgens ISO 15848-1 of API-normen worden getest.
De norm laat toe dat de kwalificatie wordt uitgebreid naar stamdiameters van ongeveer de helft tot het dubbele van de geteste diameter. Voorwaarde is dat ontwerp, materialen en toleranties gelijk blijven.
Voor eindgebruikers en ingenieursbureaus is ISO 12101 nuttig om in bestekken te eisen dat stem seals een bepaalde ISO-12101 prestatieklasse hebben. Daarmee worden prestatie-eisen eenduidig en zijn offertes onderling beter vergelijkbaar.
ISO 15848-1 is bedoeld voor type testen van complete industriële afsluiters. De norm classificeert de externe lekkage van stemafdichtingen en body gaskets bij toepassing met vluchtige emissies en gevaarlijke media.
ISO 15848-1 richt zich op externe lekkage via stemafdichtingen en body joints. De norm drukt lekkage uit als lekdebiet of gasconcentratie van een tracergas (meestal helium of methaan) en koppelt dit aan tightness-klassen en endurance-klassen.
De norm is van toepassing op isolatie en regelafsluiters, zowel meerturn, lineair als kwartslag. Voorwaarde is dat ze zijn ontworpen voor gebruik met vluchtige organische stoffen of gevaarlijke gassen en vloeistoffen.
ISO 15848-1 laat verschillende meetmethoden toe, bijvoorbeeld snuffeltests en kamersystemen, zolang de apparatuur voldoende gevoelig is en correct wordt gekalibreerd. De norm specificeert minimale detectielimieten en meetafstanden.
ISO 15848-2 is voor productie-acceptatietesten van afsluiters waarvan het ontwerp al volgens ISO 15848-1 een type keur heeft. Het gaat om steekproefsgewijze controle van productie-afsluiters op externe lekdichtheid van stam en body zodat een fabrikant kan aantonen dat seriestukken de vereiste FE-prestatie halen.
API 622 is voor het type-testen van proces-packing (compressible packing) voor afsluiterspindels (stems), gericht op vluchtige emissies. De norm vergelijkt verschillende packing-systemen in een gestandaardiseerde fixture, onder methaan, druk, temperatuur- en mechanische cycli, plus aanvullende corrosie- en materiaaltesten.
API 624 is voor type-testen van stijgende-spindel-afsluiters (rising stem valves) met flexibele grafiet-packing op hun gedrag van fugitive-emissions, onder vastgelegde druk, temperatuur en aantal cycli. De test is vooral bedoeld voor afsluiters in procesinstallaties met VOC’s en andere gevaarlijke media.
API 641 is voor type-testen van quarter-turn afsluiters (zoals kogelkraan en vlinderklep) op fugitive-emission. Net als API 624 gebruikt de norm een gestandaardiseerd profiel met methaan als testgas, maar specifiek gericht op 90° draaiende afsluiters.
TA-Luft is een Duitse emissie-regelgeving die grenswaarden vastlegt voor emissies naar de lucht, waaronder strikte limieten voor fugitive emissions van afsluiters, pompen en flenzen. Het is geen testnorm maar een wettelijke eis; diverse FE-testnormen worden gebruikt om aan TA-Luft te tonen dat apparatuur voldoende lekdicht is.
Ja. ISO 12101 schrijft voor dat stem seals in een test fixture worden beproefd, maar die fixture mag door de seal- of afsluiter fabrikant zelf ontworpen worden, zolang hij representatief is voor een industriële afsluiter en alle voorgeschreven druk- en temperatuurcondities aankan. Dat kan dus een speciaal ontworpen fixture zijn, maar ook een (gestandaardiseerde) testafsluiter die als fixture wordt ingezet.
Belangrijk is dat alle relevante geometrie en ontwerpdetails van de gebruikte fixture of test valve in het testrapport worden vastgelegd. Zo kunnen afsluiter fabrikanten de omstandigheden en prestaties later reproduceren en de geteste stem seal op dezelfde manier in hun eigen afsluiters toepassen.
ISO 12101 is ontworpen als aanvulling op ISO 15848-1: fabrikanten kunnen met ISO-12101-rapporten aantonen dat hun stem seal onder representatieve omstandigheden goed presteert, en deze afdichtingen vervolgens inzetten in afsluiters die volgens ISO 15848-1 worden gekwalificeerd.
Voor beide. Fabrikanten van stem seals kunnen hun afdichtsystemen laten type-testen en classificeren; afsluiter fabrikanten kiezen daaruit combinaties waarvan de prestatie aantoonbaar is. Eindgebruikers profiteren omdat zij specificaties en rapporten kunnen vragen met een herkenbare ISO-12101 classificatie.
In de praktijk ontbraken vaak cruciale gegevens over stamafdichtingen, zoals minimale oppervlaktedruk, montage-instructies en grenswaarden. Bestaande normen richtten zich óf op hele afsluiters (ISO 15848-1, API 624/641) óf op packing in een standaard fixture (API 622).
ISO 12101 focust speciaal op de stem seal zelf, met realistischere geometrie en volledige documentatie.
ISO 15848-1 is opgezet voor type-testen met druk, temperatuurcycli en mechanische cycli, waarbij externe lekkage via stem en body wordt gemeten met helium of methaan. De norm kent lekdichtheidsklassen (A, B, C) en verschillende duurklassen voor het aantal bediencycli.
ISO 15848-1 is bedoeld voor industriële isolatie- en regelafsluiters, zowel lineair als quarter-turn, die worden ingezet met vluchtige luchtverontreinigende stoffen of gevaarlijke media.
ISO 15848-1 beschrijft testen van cryogeen (rond −196 °C) tot hoge temperaturen (typisch tot +400 °C), met bijbehorende temperatuurs- en cycli-profielen. Daardoor kunnen afsluiters worden gekwalificeerd voor uiteenlopende procescondities.
Helium is zeer geschikt als tracer voor zeer lage lekwaarden, terwijl methaan beter aansluit bij praktijk-LDAR-programma’s en VOC-emissies. ISO 15848-1 biedt geen normatieve één-op-één-correlatie tussen helium en methaan, maar definieert aparte tightness classes voor beide.
ISO 15848-2 verlangt dat uit elke productieserie een steekproef kleppen op fugitive emissions wordt getest. Voor eindgebruikers betekent dit dat zij niet alleen een typecertificaat hebben, maar óók een borging dat seriekleppen de afgesproken emissieklasse halen.
Net als ISO 15848-1 richt ISO 15848-2 zich op externe lekkage via stem (spindel)afdichting en body-afdichtingen. Eindaansluitingen, vacuümtoepassingen en corrosie- of stralingsinvloeden vallen buiten de scope.
De norm schrijft voor dat minimaal één afsluiter per lot, type, drukklasse en nominale maat willekeurig gekozen moet worden. De exacte selectie van een valve wordt in overleg tussen fabrikant en de eindgebruiker vastgesteld.
API 622 test packing met methaan als testgas tot circa 41,4 barg (600 psig) en cycli tussen omgevingstemperatuur en ongeveer 260 °C, gecombineerd met 1.510 mechanische cycli. Zo ontstaat een representatief beeld van packing-gedrag in typische procesafsluiters.
API 622 gebruikt een gestandaardiseerde testopstelling voor alle packing-typen, waardoor de resultaten van verschillende leveranciers direct vergelijkbaar zijn. De norm is dus vooral een vergelijkingsbasis, niet een af-fabriek-certificaat voor complete afsluiters.
API 622 dekt on/off-afsluiters met stijgende en roterende spindel (rising en rotating stem). De fixture simuleert de relevante bewegingen en belasting van de stem seal.
Naast de FE-test omvat API 622 ook corrosietesten (koud en warm) op stam- en stem seal combinaties, en materiaaltesten zoals gewichtsverlies, dichtheid, smeermiddelgehalte en uitloging van componenten.
API 624 beschrijft een vast aantal bedieningscycli onder constante druk en temperatuur, wat een langduriger belasting simuleert dan een simpele eindtest. De focus ligt op stabiele emissieprestaties over de hele testduur.
Veel raffinaderij- en petrochemiespecificaties eisen API-624-type-testen voor stalen gate- en globekleppen met flexibele grafiet-packing in vluchtige emissiediensten. Dat geldt vooral voor kritische media zoals benzeen of andere VOC’s.
API 641 is vooral relevant voor procesinstallaties waarin veel quarter-turn afsluiters worden toegepast, zoals kogel- en vlinderkleppen in pijpleidingen, tankfarms en gas- en olie-installaties waar VOC-emissiereductie prioriteit heeft.
API 641 gebruikt net als API 624 methaan als testgas, omdat de norm sterk is afgestemd op VOC-emissies uit koolwaterstofprocessen en LDAR-programma’s die ook met methaan-metingen werken.
TA-Luft is een wettelijke emissie-verordening, geen testnorm. De technische regels verwijzen echter wel naar testnormen en limieten voor afsluiters en andere componenten. Fabrikanten gebruiken onder andere ISO 15848-1, API 624/641 en ISO 12101 om aan te tonen dat ze aan TA-Luft-eisen voldoen.
TA-Luft hanteert lage toelaatbare concentraties (ppmv-range) voor VOC-lekken aan afsluiters, pompen en flenzen. In de praktijk betekent dit dat alleen hoogwaardige stem- en bodyafdichtingen, vaak met aanvullende FE-testen, aan deze limieten kunnen voldoen.
Live-loaded seals (met veren) compenseren relaxatie, kruip en thermische cycli. ISO 12101 beschrijft deze categorie expliciet, zodat hun werkelijke voordeel in termen van stabiele lekdichtheid onder FE-condities aantoonbaar wordt.
Ja. ISO 15848-1 definieert externe lekmetingen zowel rond stem/shaft als bodyjoints. In FE-kritische installaties kunnen beide bijdragen aan totale emissies, daarom worden ze samen getest en beoordeeld.
Nee. ISO 15848-1 richt zich op lekdichtheid naar de omgeving (fugitive emissions), terwijl ISO 5208 hydrostatische en seat-lekdruktesten behandelt.
In een compleet kwalificatieprogramma worden beide normen naast elkaar toegepast.
Voor afsluiterfabrikanten die naast typecertificaten ook seriekwaliteit willen aantonen, voor eindgebruikers met strikte FE-eisen in aanbestedingen, en voor onafhankelijke testlaboratoria die productie-acceptatietests uitvoeren.
API 622 wordt vooral toegepast op flexibele grafiet-packing en PTFE-/grafiet-composities, omdat dit de dominante materialen zijn voor hoogwaardige FE-toepassingen in procesafsluiters.
Gedeeltelijk. Beide focussen op de afdichting, niet op de complete afsluiter. API 622 werkt met een volledig gestandaardiseerde fixture en testprogramma, terwijl ISO 12101 ruimte laat voor een op maat gemaakte fixture die dichter bij de daadwerkelijke afsluitergeometrie ligt.
API 624 is specifieker (alleen stijgende stalen afsluiters, vaste condities) en wordt vaak als minimum FE-eis in raffinaderijspecificaties gebruikt. ISO 15848-1 is breder in afsluitertypen en temperatuurgebieden en biedt een uitgebreider classificatiesysteem. Voor high-end toepassingen worden beide vaak gecombineerd.
Omdat het afdichtgedrag van een 90°-draaiende kogelkraan wezenlijk anders is dan dat van een stijgende globeklep. API 641 legt een specifiek testprofiel vast voor quarter-turn geometrie, terwijl API 624 uitgaat van rising-stembewegingen.
Ja. In de EU worden via BREF-documenten en nationale vergunningen eisen gesteld aan VOC-emissies. In België speelt bijvoorbeeld VLAREM een rol, in Nederland het Bal (Besluit activiteiten leefomgeving), Omgevingswet en vergunningen. TA-Luft is wel één van de strengste en meest expliciete referenties voor FE-lekgrenzen.
Overhaul-bedrijven kunnen stem seals inkopen die volgens ISO 12101 zijn getest en deze tijdens revisie toepassen op bestaande afsluiters, met inachtneming van de in het testrapport vastgelegde compressie, oppervlakteruwheid en montage-parameters. Zo wordt een oude klep geüpgraded naar moderne FE-prestatie zonder vervanging van het huis.
Omdat fouten in montage (verkeerd aandraaimoment, verkeerde volgorde van ringen, slechte oppervlakteruwheid) vaak meer effect hebben dan het materiaal zelf. ISO 12101 vereist dat deze parameters in het rapport worden vastgelegd, zodat de geteste prestatie gereproduceerd kan worden.
Klasse AH (strakste heliumklasse op hoge temperatuur) is in de praktijk meestal alleen haalbaar met balgafsluiters of gelijkwaardige schachtafdichtingen. Voor veel conventionele packing-ontwerpen is dit een ambitieuze grens, wat tevens laat zien hoe uitdagend echte zero-emission-doelen zijn.
Strikt genomen bestaat “zero emissie” niet, er zal namelijk altijd een heel klein beetje lekkage of diffusie gas zijn. Wat we wél kunnen, is emissies zó klein zijn dat ze onder de detectiegrens of onder strenge normgrenzen blijven.
In certificaten en rapporten spreken we daarom over gemeten lekwaarden en emissieklassen, niet over écht “nul lekkage”.
API 622 bevat speciale “ambient” en “high-temperature” corrosietesten waarin packing langdurig in contact staat met metaalcoupon(s) in waterige omgeving. Na afloop wordt pitting en hechting van corrosieproducten beoordeeld.
Omdat bij hogere temperaturen oxidatie, kruip en relaxatie van grafiet- en PTFE-packing sterk toenemen. Door tot 538 °C te testen wordt zichtbaar welke packing-systemen hun lekdichtheid behouden in high-temperature service.
Juridisch is ISO 15848-2 niet automatisch verplicht, maar vergunningverlener of eindgebruiker kan in specificaties eisen dat afsluiters niet alleen een typecertificaat hebben, maar ook periodiek volgens ISO 15848-2 worden getest als onderdeel van kwaliteitsborging.
ISO 12101 focust bewust op lekdichtheid en mechanische/thermische prestaties. Corrosie valt buiten de scope en kan aanvullend met andere normen (of klantspecifieke testen) worden beoordeeld. Zo blijft de norm overzichtelijk en gericht op FE-gedrag.
De norm is ontwikkeld in ISO/TC 153 (Valves), met actieve inbreng van ESA (European Sealing Associaction), FSA (Fluid Sealing Association-USA) en diverse industrie- en eindgebruikersvertegenwoordigers. Daardoor sluit de inhoud aan bij zowel Europese als internationale praktijk.
De norm schrijft voor dat testen met brandbare of inertgassen onder druk en bij temperatuur alleen mogen worden uitgevoerd met passende veiligheidsmaatregelen, ervaren testpersoneel en geschikte apparatuur.
Voor sommige grote olie- en gasbedrijven is API 622 een harde eis in inkoop- en materialspecs. Voor andere gebruikers is het een best-practice referentie om packing te selecteren. In beide gevallen geeft een API-622-rapport vertrouwen in de FE-performance van de packing.
Nee. In een installatie met hoofdzakelijk rising-stemafsluiters ligt API 624 voor de hand; bij een dominante populatie kogelkraan/vlinderklep is API 641 logischer. In gemengde systemen kiezen veel eindgebruikers voor een combinatie van ISO 15848-1 (generiek) plus API 624/641 voor bepaalde kritische lijnen.
Wie nu alleen “TA-Luft-geschikte” afsluiters eist, kan met ISO 12101 een extra laag specificiteit toevoegen: naast een TA-Luft-verwijzing wordt dan bijvoorbeeld een ISO-12101-klasse en een API-622- of ISO-15848-1-rapport gevraagd. Zo wordt helder welke stem-seal echt getest is en onder welke condities.
Door de lekdichtheids- en duurklassen dwingt de norm ontwerpers om keuzes te maken in type stemsysteem (packing, balg, cartridge-seal), materiaalcombinaties en toleranties. Een hogere klasse vertaalt zich direct naar strengere ontwerp- en kosteneisen.
Een typische combinatie is ISO 12101 voor het kwalificeren van een specifiek stem-sealontwerp in een representatieve fixture, plus API 622 als “baseline” eis voor de gebruikte grafiet-packing. Zo toon je zowel materiaalkwaliteit als systeemgedrag aan.
Door wereldwijd één kader te bieden voor het testen en rapporteren van stem-sealprestatie, wordt het voor alle partijen makkelijker om slechte oplossingen uit te faseren en bewezen, hoogwaardige afdichtingen te standaardiseren. Dat leidt structureel tot minder lekkages, langere standtijden en lagere fugitive emissions.
In principe mag dat, maar er zijn duidelijke beperkingen. Een API 622 testfixture is exact vastgelegd in de norm API 622 en is bedoeld voor hogere temperaturen en een lineaire stambeweging (rising stem). De fixture is ontworpen om vergelijkende testresultaten van stem seals vast te stellen.
Voor ISO 12101 moet de fixture representatief zijn voor de beoogde toepassing. Als u andere stemdiameters, andere temperatuurgebieden, ruwheden of een andere stem (spindel)beweging wilt testen, zoals quarter-turn, kan een API 622 fixture daarvoor ongeschikt zijn. Controleer dus altijd of de test fixture alle voorgeschreven ISO 12101-condities (maten, beweging en temperaturen) kan afdekken, anders is een aangepaste of andere fixture nodig.
Een Fugitive Emission Test is een lektest die specifiek kijkt naar emissies naar de atmosfeer, dus naar de kleine lekken langs stem- of spindelafdichting, pakkingen en body-joints, niet naar de interne seat-dichtheid.
De afsluiter of stem seal wordt daarbij belast met druk, temperatuur en mechanische cycli volgens een norm zoals ISO 15848-1, ISO 12101 of API 622/624/641, terwijl de externe lekkage continu wordt gemeten met een geschikte lekdetectiemethode.
FE-testen zijn relevant voor drie groepen, – eindgebruikers/asset owners die emissies, veiligheid en vergunningrisico’s willen beperken, afsluiterfabrikanten die aantoonbaar low-emission kleppen willen leveren, en packing/seal-leveranciers die de prestaties van hun afdichtingen onder FE-condities willen onderbouwen.
Gezamenlijk gebruiken zij de testresultaten om ontwerpen te verbeteren, producten te certificeren en LDAR-strategieën te verfijnen.
Een FE-test bij ITIS levert meer op dan alleen een lekwaarde, men krijgt een volledig testrapport met alle relevante condities (norm, medium, druk, temperatuur, cycli), een duidelijke beoordeling ten opzichte van de gevraagde klasse of grenswaarde, en waar van toepassing een ISO 17025-testrapport. Via het ITIS Cloud Portal kun je testrapporten en certificaten terugvinden.
Het FE-testrapport van ITIS bevat onder meer, identificatie van het testobject (type, maat, drukklasse, serienummer), de toegepaste norm(en) en testklassen, beschrijving van packing/seal en relevante materialen, testopstelling en meetmethode, een overzicht van cycli, druk en temperatuur en de gemeten lekwaarden per stap.
In het rapport wordt aangegeven of de gemeten waarden lager of hoger zijn dan de gespecificeerde maximum allowable leak rate volgens norm en/of opdracht. ITIS keurt daarbij zelf niets goed of af, wij rapporteren uitsluitend de meetresultaten. Of de testresultaten acceptabel zijn, is aan onze klant of eindgebruiker.
ITIS gebruikt afhankelijk van norm en doelstelling verschillende testmethoden, snuffelmetingen (helium, methaan, waterstof) voor stem seals en body-joints, vacuüm massaspectrometrie met helium voor zeer gevoelige lekdebietmeting, en soms kamersystemen of bagging.
De afsluiters of stem seals worden in representatieve testopstellingen gemonteerd, met geautomatiseerde bediening voor cycli en continue logging van druk, temperatuur en lekwaarde, zodat het volledige emissiegedrag over de test zichtbaar wordt.
Met ITIS kies je voor een onafhankelijk, gespecialiseerd testlaboratorium, waar mogelijk uitgevoerd onder ISO 17025 accreditatie, met ervaring in zowel type-testen als klant specifieke testen. Je profiteert van veilige test opstellingen, heldere rapportage in lijn met de normtekst en de mogelijkheid om testen online mee te kijken of terug te kijken.
Door onze ervaring met eindgebruikers, afsluiter-, stem seal en pakkingfabrikanten kunnen we bovendien meedenken over een praktisch uitgevoerde testprogramma’s welke ook aansluiten op praktijksituaties.
Shell MESC SPE 77/312 is een specificatie voor het testen en kwalificeren van afsluiters, waarin onder andere druktesten, functionele testen en afhankelijk van versie en project, aanvullende lek- of FE-eisen kunnen zijn opgenomen.
Voor projecten waarin SPE 77/312 is voorgeschreven, kan ITIS de relevante druk- en lektesten uitvoeren en, indien afgesproken, combineren met Fugitive Emission testen volgens ISO 15848-1 of API-normen. Zo ontstaat één geïntegreerd testprogramma dat zowel aan Shell-specs als aan FE-normen voldoet.
Ja. Naast testen volgens ISO 15848-1/-2, ISO 12101 en API 622/624/641 kan ITIS ook project- of klant specifieke protocollen uitvoeren. Denk aan aangepaste druk- en temperatuurprofielen, extra cycli, een combinatie van seat- en FE-testen of specifieke rapportageformats voor EPC’s en eindgebruikers.
Belangrijk is dat het testprogramma vooraf duidelijk wordt vastgelegd, welke norm of specificatie als basis dient, welke extra stappen worden toegevoegd en welke acceptatiecriteria gelden. Zo zijn de resultaten later representatief richting opdrachtgever, eindgebruiker of vergunningverlener.
Bij veel projecten is het efficiënt om FE-testen te combineren met andere testen, bijvoorbeeld: eerst seat- en druktesten volgens ISO 5208 of projectspecificatie, daarna een Fugitive Emission type-test volgens ISO 15848-1 of een API-norm.
ITIS kan de testvolgorde zo plannen dat testen en afkoel- of opwarmtrajecten optimaal worden benut, terwijl de eisen en resultaten van de verschillende normen in de rapportage duidelijk gescheiden en goed traceerbaar blijven.
Een test die verifieert of een testobject (bijv. afsluiters, swivels, afdichtingen) bij hoge temperatuur correct blijft functioneren en voldoet aan eisen voor bedienbaarheid en interne/externe lekdichtheid. Meestal wordt vooraf op omgevingstemperatuur getest, gevolgd door de hoge temperatuur fase en een korte eindtest bij kamertemperatuur.
Hoge temperaturen veroorzaken o.a. thermische uitzetting, extra spanningen en veroudering/relaxatie van afdichtingsmaterialen. Zonder verificatie kan dit leiden tot hogere bedienkrachten, vastlopen en lekkages.
Afhankelijk van norm en toepassing. Voor stoomtoepassingen worden vaak testtemperaturen tot circa 400 °C aangehouden; met verwarmmatten kan tot 1000 °C worden getest.
Ja. Meestal een pre‑test op omgeving, daarna hoge temperatuur en een korte eindtest bij kamertemperatuur.
Vaak klantspecifieke eisen. Voor Fugitive Emission (vluchtige emissie) worden hoge temperatuur testen vaak gevraagd door: ISO 12101, ISO 15848‑1, Shell MESC SPE 77/300, API 622, API 624 en API 641. Maatwerkprocedures zijn mogelijk als die vooraf zijn vastgelegd.
Vaak bepaalt de eindgebruiker de norm. Afwijkende of aanvullende eisen kunnen we vastleggen in een projectspecifieke testprocedure, met o.a. setpoint, opwarmsnelheid (ramp), aantal cycli en lekgrenzen.
Doorgaans wel. ITIS is een ISO 17025‑geaccrediteerd testlaboratorium en daarmee een conformiteitsbeoordelingsinstantie (CBI), in het Engels: conformity assessment body (CAB).
Als onafhankelijke organisatie toetsen wij of producten, processen, personen of diensten voldoen aan wetgeving, normen of specificaties. Accreditatie vergroot vertrouwen en internationale acceptatie; de uiteindelijke acceptatie ligt bij klant/autoriteit.
Meestal volstaan: norm/procedure, type testobject, gewicht/afmetingen en gewenste testtemperatuur.
Ja. Het testobject moet schoon en droog zijn. Bij hoge temperaturen kan verf/olie/vuil ontgassen; boven ~150 °C heeft voorkeur om zonder coating te testen.
Voor herhaalbaarheid en om gasket‑invloeden te beperken gebruiken we vaak gelaste adapters/testflenzen; dit stemmen we per project af.
Afhankelijk van product, norm en testdoel. Vaak: thermokoppels op vaste meetpunten met datalogging, druksensoren, helium‑massaspectrometer (externe lekkage), flowmeters (seat‑lekkage), en moment‑/krachtopnemers voor bediening.
Normen kunnen aantallen meetpunten, stabilisatiecriteria en nauwkeurigheden voorschrijven; alle middelen zijn gekalibreerd en traceerbaar.
Ja, mits de methode binnen onze scope valt. De actuele scope staat bij de RvA; op verzoek sturen we de link of het certificaat. Buiten scope testen we volgens dezelfde procedures; de rapportage is dan niet geaccrediteerd.
Ja. We kiezen per test de methode die past bij afmetingen, massa, materiaal, gewenste temperatuur en testdruk.
Voor testen bij ITIS gebruiken wij vaak de volgende technieken:
Regeling en bewaking:
Keuze en maatwerk:
De uiteindelijke keuze is maatwerk; wij adviseren de beste configuratie voor uw object en testdoel. Per test stemmen we apparatuur en opstelling af op grootte, gewicht, bevestiging, gewenste temperatuur en omgevingseisen.
Opwarmen volgens setpoint uit norm/klanteis; gecontroleerde ramps; continu monitoren; starten van metingen zodra alle meetpunten binnen tolerantie zijn gestabiliseerd.
Totdat alle voorgeschreven meetpunten de doeltemperatuur bereiken en binnen de stabilisatiecriteria vallen; de duur hangt af van setpoint, norm en vooral massa/volume van het testobject.
Boven kamertemperatuur tot en met 1000 °C, afhankelijk van klanteisen en gekozen verwarmtechniek.
Extern: helium (puur of mengsel) met massaspectrometer. Intern: doorgaans droge stikstof. Andere media in overleg.
Bij vastgelegd drukverschil en stromingsrichting, met een gekalibreerde flowmeter; we toetsen aan normgrenzen of vooraf afgesproken limieten.
Ja, vaak voorgeschreven. We meten moment of kracht bij vastgelegde condities en toetsen aan norm‑ of klantlimieten.
Afhankelijk van norm en configuratie; doorgaans meerdere cycli.
Grenswaarden voor interne/externe lekkage en eisen aan bedienbaarheid/bedienmoment; exacte waarden staan in norm of projectspecificatie.
Dit wordt als ‘niet conform’ gerapporteerd conform de toepasselijke klanteisen/norm. Een hertest kan meestal pas na corrigerende maatregelen (bijv. aanpassen toleranties of materiaalkeuze), gevolgd door volledige herbeoordeling volgens dezelfde testprocedure.
Vaak wel, om blijvende effecten (bijv. relaxatie van afdichtingen) vast te stellen.
Metalen behuizingen (koolstofstaal, laaggelegeerd staal, RVS, Cr‑Mo of nikkellegeringen) zijn vaak geschikt afhankelijk van temperatuur, druk, corrosie en taaiheid. De beperkende factor zit meestal in niet‑metalen onderdelen (elastomeren, PTFE/soft seats, sommige pakkingen).
Voor hoge temperaturen kiest men vaak metaal‑zittingen en grafietpakking. Maximale temperaturen en P‑T‑ratings vindt u in normen en datasheets; de laagste limiet van huis, bouten, pakking, seat en actuator is altijd leidend.
Een grafiek of tabel die per temperatuur de maximaal toelaatbare druk toont. Gebruik fabrikantgegevens of normen (o.a. ASME B16.34, EN 12516).
Kort uitgelegd
Hoe gebruik je het?
Belangrijke kanttekeningen
Ja, hogetemperatuurtesten brengen risico’s mee.
Belangrijkste risico’s en beheersmaatregelen:
Ja, via het ITIS Cloud Portal (beveiligde livestream). On‑site witnessing in overleg.
Dat hangt af van massa/volume, doeltemperatuur en ‑profiel, norm/procedure, aantal thermische cycli en testdruk(ken). Opwarmen en gecontroleerd afkoelen nemen meestal de meeste tijd.
Afhankelijk van dezelfde factoren. Voor een gerichte offerte ontvangen wij graag: producttype, gewicht/afmetingen, setpoint(s), norm/procedure, aantal cycli, testdruk(ken) en intern volume.
De volgorde is in principe vrij, maar zorg dat na hydrotesten het testobject volledig is gedraineerd én gedroogd. Restwater ontgast bij hoge temperatuur en kan seat‑lekkage veroorzaken. Het object moet in‑ en uitwendig vrij zijn van vuil, vet en olie; bij voorkeur zonder coating of conservering.
Vaak wel. Door thermische uitzetting, hogere wrijving en veranderend materiaalgedrag worden ontwerp‑ en assemblagefouten snel zichtbaar. Afkeurpercentages liggen relatief hoog, vooral bij gaskets, soft seats en stem seals.
Typische oorzaken: te krappe toleranties (vastlopen/zware bediening), relaxatie/veroudering van afdichtingen, overschrijding P/T‑bereik van soft seats/pakkingen, restvet/olie/vocht.
Aanpak: juiste materiaal‑ en zittingkeuze t.o.v. P‑T‑diagram; toleranties afgestemd op uitzetting; hittebestendige pakkingen/grafiet of metaalzittingen; voldoende koppelreserve; schoon en droog monteren; gecontroleerde ramps en dwells.
Typetest: ontwerpkwalificatie op hoge temperatuur van één representatief exemplaar uit een designfamilie; de goedkeuring geldt voor maten/drukklassen binnen die familie. Productietest: steekproef (of 100%) uit een batch om te verifiëren of de geleverde productie aan de eisen voldoet.
Kies een typetest bij een nieuw/gewijzigd ontwerp, nieuwe maat of klasse, nieuwe materialen of gewijzigde afdichtingsmaterialen. Kies een productietest bij serie‑ of projectleveringen om batchconformiteit te verifiëren (steekproef of 100%, conform norm/klanteis) en bij pre‑shipment controles.
Een in-situ test is een beproeving op locatie (op de tank) waarbij we afsteldruk(ken), openen/sluiten en afdichting van PVRV/ERV valideren. Doel: aantonen dat de afsteldruk veiligheidsfunctie geborgd is zonder demontage en transport naar een werkplaats.
In-situ testen betekent dat we het ademventiel op de tank zelf testen, zonder het ventiel (body) zelf te demonteren en naar een werkplaats te brengen. Met mobiele testapparatuur controleren we openingdruk, sluitdruk, dichtheid en functionaliteit direct op locatie, terwijl de tank in bedrijf kan blijven of slechts beperkt hoeft te worden aangepast.
PVRV staat voor Pressure Vacuum Relief Valve, in het Nederlands vaak druk-/vacuümontlastventiel. Het is een ventiel dat zowel bij overdruk als bij onderdruk (vacuüm) de tank beschermt.
Een PVRV is een veiligheidsventiel op atmosferische (of licht overdruk) opslagtanks. Het opent bij een ingestelde overdruk om dampen te laten ontsnappen en bij een ingestelde onderdruk om lucht of inert gas toe te laten, zodat de tank binnen veilige drukgrenzen blijft.
Bij vullen, legen, temperatuurveranderingen of inertiseren kunnen overdruk en vacuüm ontstaan. Zonder PVRV kunnen tanks vervormen, scheuren of leidingen beschadigen. De PVRV voorkomt dit door gecontroleerd te ontlasten.
ERV staat voor Emergency Relief Valve. In het Nederlands vaak noodontlastventiel, noodovertstortventiel of explosiedeksel genoemd, – bedoeld om een tank te beschermen in noodsituaties met extreme overdruk.
Een ERV is een veiligheidventiel met een relatief grote capaciteit, dat alleen hoort te openen bij uitzonderlijke situaties, zoals brand, runaway reacties of andere incidenten waarbij de druk in een tank snel kan oplopen.
Een PVRV is bedoeld voor normale bedrijfscondities, vullen, leegzuigen, temperatuurwisselingen. Een ERV is bedoeld voor scenario’s die bovenop het normale ontwerp liggen, bijvoorbeeld brandbelasting. Zonder ERV kan de tankwand bezwijken omdat de PVRV-capaciteit in zo’n scenario te klein is.
Beide vullen elkaar aan in de totale drukbeveiliging van een atmosferische tank.
Vooral op atmosferische opslagtanks voor brandbare of schadelijke vloeistoffen (bijvoorbeeld volgens PGS 29), maar ook op andere opslagsystemen waar dampdruk en thermische uitzetting moeten worden beheerst.
Vooral op atmosferische opslagtanks voor brandbare of schadelijke vloeistoffen, bijvoorbeeld tanks die onder PGS 29 vallen. Ze worden toegepast waar scenario’s als brand, externe verhitting of noodafblazen in de risicoanalyse zijn meegenomen.
De PVRV zorgt voor de dagelijkse ademhaling en bescherming bij normale bedrijfsdrukken, de ERV is de “back-up” voor extreme omstandigheden. Samen vormen ze het drukbeveiligingssysteem van de tank, in combinatie met instrumentatie, niveaubeveiliging en organisatorische maatregelen.
U voorkomt hijs- en transportbewegingen, beperkt stilstand en bepaalt de conditie onder realistische praktijksituaties. Indien mogelijk kan de afsteldruk direct worden gejusteerd.
PGS 29 is een Nederlandse richtlijn uit de Publicatiereeks Gevaarlijke Stoffen voor de bovengrondse opslag van brandbare vloeistoffen in verticale cilindrische tanks. De richtlijn beschrijft welke technische en organisatorische maatregelen nodig zijn om veiligheids- en milieurisico’s te beperken.
PGS 29 is bedoeld voor atmosferische of licht overdruk staande opslagtanks (vaak in tankparken) voor brandbare vloeistoffen. Denk aan terminals, raffinaderijen en chemische bedrijven met grote tankinstallaties.
PGS 29 behandelt onder meer: ontwerp en bouw van tanks, opvangvoorzieningen (dijken/lekbakken), brandbeveiliging, appendages zoals PVRV’s en ERV’s, inspectie- en onderhoudsregimes, en eisen aan bedrijfsvoering (procedures, opleiding, noodscenario’s).
PGS 29 zelf is geen wet, maar wordt in vergunningen en het omgevingsrecht aangewezen als “invulling van de stand der techniek” of “goede praktijk”. Vergunningverleners en omgevingsdiensten gebruiken PGS 29 als toetsingskader.
PGS 29 schrijft voor dat tanks adequaat moeten worden beschermd tegen overdruk en vacuüm. In de praktijk gebeurt dit met PVRV’s (ademventielen) voor normale bedrijfscondities en ERV’s (noodontlastventielen) voor noodscenario’s. De richtlijn geeft kaders voor capaciteit, afstelling, periodieke controle en onderhoud.
PGS 29 verlangt dat drukbeveiliging aantoonbaar blijft functioneren. Dat betekent: periodieke inspectie, onderhoud en testen van PVRV’s en ERV’s volgens een vastgelegd onderhoudsprogramma, passend bij medium, leeftijd en risicoprofiel.
PGS 29 staat in-situ testen toe zolang de gebruikte methode aantoonbaar betrouwbaar is, veilig wordt uitgevoerd (werkvergunning, ATEX, valbeveiliging, etc.) en door een deskundige, onafhankelijke partij is beoordeeld of goedgekeurd. Het resultaat moet herleidbaar worden vastgelegd in rapportage.
PGS 29 schrijft voor dat VDV/PVRV en ERV bij eerste plaatsing, herplaatsing en na revisie worden gekeurd en periodiek (maximaal elke 5 jaar, korter bij verhoogd risico) op afstelling, openen/sluiten en afdichting. Van de keuring wordt een certificaat opgesteld.
PGS 29 eist dat vacuüm-/drukventielen (PVRV’s) en Emergency Relief Valves (ERV’s) met een maximuminterval van vijf jaar worden gekeurd, afgestemd op hun goede staat en werking.
Nee. Vijf jaar is een harde bovengrens. Voor producten met risico op stollen, aangroei of vastzitten van kleppen, of bij zwaardere bedrijfsomstandigheden, zijn kortere intervallen noodzakelijk. Het werkelijke interval hoort in je onderhoudsprogramma en RBI te zijn onderbouwd.
Volgens PGS 29 moet de afsteldruk worden gecontroleerd:
De keuring omvat in elk geval:
Van de keuringsresultaten moet een certificaat worden opgesteld.
PGS 29 schrijft voor dat de keuring van de afstelling wordt uitgevoerd door een deskundige instantie met een methode die door een onafhankelijke deskundige instantie is goedgekeurd. In de praktijk gaat het meestal om een onafhankelijke, (bij voorkeur ISO 17025) geaccrediteerde conformiteitsbeoordelingsinstantie.
PGS 29 verwijst niet één-op-één naar één internationale norm, maar sluit aan op gangbare internationale good engineering practice. Voor detailontwerp en capaciteit van ontlastsystemen wordt vaak gebruikgemaakt van API- en/of ISO-normen, zolang die passen binnen de kaders van PGS 29 en de Nederlandse vergunning.
Door PGS 29 te volgen, verklein je de kans op incidenten (tankoverdruk, tankinstorting, lekkages), voldoe je aantoonbaar aan vergunningseisen en heb je een duidelijk kader voor ontwerp, beheer, inspectie en testen van je tankinstallaties, inclusief PVRV’s en ERV’s.
Dit artikel legt op dat bovengrondse houders voor gevaarlijke vloeistoffen periodiek aan een beperkt onderzoek moeten worden onderworpen. Het gaat om een uitwendige controle van de houder, de leidingen en het toebehoren, uitgevoerd door een erkend of bevoegd deskundige.
Minstens om de drie jaar, en de periode tussen twee beperkte onderzoeken mag maximaal ongeveer 40 maanden bedragen.
Voor bovengrondse houders voor gevaarlijke (brandbare) vloeistoffen die onder hoofdstuk 5.17 (opslag van gevaarlijke producten) en de subafdeling 5.17.4.3 van VLAREM II vallen. Het gaat doorgaans om brandstof- en chemicaliëntanks met een bepaalde minimale inhoud.
De periodieke onderzoeken moeten worden uitgevoerd door een milieudeskundige erkend in de discipline houders voor gassen of gevaarlijke stoffen, of door een bevoegd deskundige (of erkende stookolietechnicus, afhankelijk van het type installatie).
VLAREM beschrijft dat onder andere de algemene toestand van de houder, de leidingen en het toebehoren wordt beoordeeld, inclusief de voorzieningen om lekken of morsingen te beperken (lekdetectie, opvang, overvulbeveiliging). De resultaten worden vastgelegd in een verslag dat beschikbaar moet zijn voor toezicht.
Ja, al worden PVRV en ERV niet altijd letterlijk genoemd. Ze maken deel uit van het “toebehoren” en van de emissiebeperkende en beveiligingsmaatregelen van de houder. In de praktijk horen hun toestand en functioneren dus mee beoordeeld te worden tijdens het beperkte onderzoek.
VLAREM schrijft niet expliciet “afsteldruk PVRV/ERV” uit, maar vraagt wél een periodieke beoordeling van de installatie, inclusief toebehoren en beveiligingssystemen. In de praktijk wordt de controle op afsteldruk van PVRV’s en ERV’s daarom meestal gekoppeld aan de driejaarlijkse (maximaal 40 maanden) VLAREM-cyclus, tenzij een interne risicoanalyse striktere intervallen oplegt.
Er moet een verslag of attest worden opgemaakt met de bevindingen van het beperkte onderzoek. Dat verslag moet bij controle kunnen worden voorgelegd aan de toezichthoudende overheid.
VLAREM geeft de minimale wettelijke eisen: minstens een beperkt onderzoek om de drie jaar, met maximaal 40 maanden tussen twee onderzoeken. Binnen je eigen RBI- of onderhoudsplan mag je strengere intervallen hanteren (bijvoorbeeld vaker controle of test van PVRV/ERV), maar niet minder streng dan de VLAREM-minima.
Niet noodzakelijk.
Veel controles kunnen doorgaan terwijl de tank in bedrijf is, mits dit veilig kan en gebeurt volgens werkvergunning, LOTO-procedures en ATEX-eisen. Voor specifieke handelingen, zoals het (deels) demonteren van PVRV-componenten, kan een kortstondige uit bedrijfname van de tank nodig zijn.
Veilige toegang tot de tank/dak, werkvergunningen, eventuele isolaties en een contactpersoon voor afstemming en vrijgaven.
Het ventiel wordt ter plekke gedemonteerd/geïnspecteerd maar het ventiel zelf blijft op de tank zitten en de configuratie (3D) wordt ingemeten. Cruciale onderdelen, zoals pallets, worden in de servicewagen gereinigd, gewogen en eventueel gejusteerd. Daarna wordt de PVRV opnieuw gemonteerd en wordt het ventiel gecontroleerd op een juiste werking.
Met een speciaal meetsysteem en een gevalideerde rekenmethode/software. Deze aanpak is door ITIS ontwikkeld en gepatenteerd en maakt een nauwkeurige, reproduceerbare bepaling op de tank mogelijk.
Ja, mits je met gekalibreerde apparatuur en een vastgelegd testprotocol werkt. In-situ testen kan zelfs realistischer zijn, omdat het ventiel in dezelfde montagepositie en leidingsituatie blijft zitten als in bedrijf.
Belangrijk is dat drukopbouw, meetsnelheid en meetapparatuur goed zijn afgestemd op de eisen uit norm of richtlijn en dat alle stappen worden gelogd in een testrapport.
Je bespaart een hele keten aan handelingen: werkvergunning voor hijswerk, kraanplanning, flens losmaken, blindflenzen plaatsen, ventiel transporteren, testen, retourtransport, opnieuw hijsen, monteren, lektest na montage, administratieve afhandeling, etc.
In-situ testen brengt dat terug tot één gecombineerde stap. Daardoor kunnen meer ventielen per dag worden getest en verkort je de totale stilstand van tanks of tankparken aanzienlijk.
Ja, positief. Omdat het ventiel niet uitgenomen hoeft te worden, is de benodigde doorlooptijd per ventiel veel korter en kunnen tanks vaak in bedrijf blijven of slechts beperkt worden aangepast (bijvoorbeeld tijdelijk verlaagd niveau of druk).
Hierdoor kun je testen inplannen binnen regulier onderhoud, in plaats van aparte shutdowns te organiseren puur voor het afhalen van ventielen.
In-situ testen is met name geschikt voor gewicht-belaste PVRV’s (pressure/vacuum relief valves) en ERV’s op atmosferische of licht overdruk tanks, waar voldoende toegang is om meetapparatuur veilig aan te koppelen.
Ja. Met in-situ metingen kun je eerst objectief vaststellen welke ventielen nog binnen de toelaatbare bandbreedte vallen en welke niet. Dat voorkomt dat “goede” ventielen onnodig worden afgehaald en gereviseerd. Je plant revisie alleen daar waar het nodig is, dat scheelt revisiekosten, hijswerk, logistiek en onnodige CO₂-uitstoot.
Je combineert drie doelen:
De tolerantie op de afsteldruk is de toegestane bandbreedte rond de gespecificeerde set pressure. Als de gemeten afsteldruk binnen deze bandbreedte valt, wordt de instelling als correct beschouwd en wordt het ventiel niet (verder) bijgesteld. Alleen als de gemeten afsteldruk buiten de gespecificeerde tolerantie valt, wordt de afstelling aangepast.
Meetonzekerheid is de twijfelmarge rond een gemeten waarde. In plaats van te zeggen “de afsteldruk is 200 mbar”, zeg je eigenlijk “de afsteldruk is 200 mbar ± X mbar”. Die ± X mbar is de meetonzekerheid, het gebied waarbinnen de werkelijke waarde met een bepaalde kans ligt.
Nee. Tolerantie is de toegestane afwijking van de eis, bijvoorbeeld een set pressure van 200 mbar met een tolerantie van ± 5 %. Meetonzekerheid zegt hoe nauwkeurig je de waarde hebt kunnen meten, bijvoorbeeld 200 mbar ± 2 mbar. Tolerantie komt uit de specificatie of norm, meetonzekerheid uit de meting en het meetsysteem.
Omdat men nooit exact weet of de werkelijke afsteldruk precies gelijk is aan de gemeten waarde. Door de meetonzekerheid te kennen, kun je beter beoordelen of een ventiel echt binnen de gespecificeerde tolerantie valt, zeker als de gemeten waarde dicht bij de grens ligt.
Vaak als een ± waarde rond het meetresultaat, bijvoorbeeld: “Afsteldruk = 20 mbar ± 0,2 mbar, bij een uitgebreidheid (k ≈ 2) corresponderend met ongeveer 95% betrouwbaarheid.” Soms wordt het ook in procenten van de gemeten waarde gegeven.
Dat het laboratorium verwacht dat de werkelijke afsteldruk met circa 95 % kans tussen 19,8 en 20,2 mbar ligt. De 20 mbar is de gemeten waarde, de ± 0,2 mbar is de bandbreedte door instrument, methode en omstandigheden.
Je beoordeelt eerst of de gemeten waarde binnen de tolerantie valt. Daarna kijk je naar de meetonzekerheid, zeker als de gemeten waarde dicht bij een grens ligt. In sommige normen en kwaliteitsrichtlijnen staat beschreven hoe je meetonzekerheid mee moet wegen bij een pass/fail-oordeel.
Dat is vaak een vooraf afgesproken regel. In veel gevallen geldt: valt de gemeten afsteldruk binnen de opgegeven tolerantie, dan wordt niet bijgesteld en blijft de afstelling staan. Ligt de waarde buiten de tolerantie, dan wordt de afstelling aangepast en opnieuw gemeten.
ISO 17025 verlangt dat significante meetonzekerheden worden geëvalueerd en, waar relevant, gerapporteerd. Voor de gebruiker laat dit zien hoe betrouwbaar de weergegeven waarden zijn en geeft het een transparante basis voor technische en wettelijke beoordeling.
Ja, zeker bij grensgevallen. Als een gemeten waarde dicht bij een limietwaarde ligt, helpt de meetonzekerheid om te beslissen of je extra marge wilt nemen, een strakkere interne eis wilt hanteren of eventueel extra metingen of testen wilt laten uitvoeren.
Een conformiteitsbeoordelingsinstantie (CBI) is een onafhankelijke organisatie die beoordeelt of producten, processen, personen of diensten voldoen aan vastgestelde eisen, zoals wetgeving, normen of technische specificaties. In het Engels heet dit een Conformity Assessment Body (CAB).
ITIS is een ISO 17025-geaccrediteerd testlaboratorium en daarmee een CBI/CAB: wij testen en rapporteren onafhankelijk of bijvoorbeeld afsluiters, PVRV’s en ERV’s voldoen aan de relevante normen, richtlijnen en projectspecificaties.
Ja, waar van toepassing voor gewicht-belaste ventielen. ITIS is door de RvA geaccrediteerd volgens ISO 17025 (CBI). Voor testen onder accreditatie mogen wij het ILAC-RvA-logo voeren; deze rapportages worden internationaal breed erkend.
Ja, dat kan. Naast de afsteldruktest kan ITIS een visuele en functionele inspectie uitvoeren. Tijdens deze inspectie wordt, indien van toepassing, onder andere gekeken naar:
De bevindingen uit inspectie en afsteldruktest worden vastgelegd in een rapport, zodat u een volledig beeld heeft van de technische staat en werking van uw PVRV’s en ERV’s.
Werkvergunningen en TRA, gebruik van vallende-objecten/valbeveiliging, gasdetectie en afhankelijk van het tankmedium, onafhankelijke ademlucht met eigen compressor. Werk wordt uitgevoerd door getraind personeel conform HSE-procedures.
Vooraf worden de aanwezige stoffen en dampen in kaart gebracht en beoordeeld. Op basis daarvan bepalen we de benodigde beschermingsmiddelen en werkmethode. Wij nemen geen enkel risico voor onze medewerkers, bij het minste vermoeden van gevaar voor de gezondheid werken we met onafhankelijke ademlucht en passende persoonlijke beschermingsmiddelen. Zo beperken we de blootstelling aan gevaarlijke stoffen tot een minimum.
Voor een werkplaatstest moeten ademventielen vaak met een kraan of hoogwerker worden bereikt en van de tank worden gehesen. Iedere hijsoperatie brengt valgevaar, vallende lasten en extra mensen op hoogte met zich mee.
Bij in-situ testen blijft het ventiel gewoon op zijn plek en beperken we ons tot lichte, handzame testslangen en meetapparatuur. Minder hijsen, minder kans op incidenten.
U krijgt zekerheid over de afsteldruk(ken), het openen/sluiten en de afdichting. Indien nodig wordt de afsteldruk bijgesteld zodat het ventiel weer aan de eisen voldoet.
Een gedetailleerd testrapport met inspectiepunten, meetwaarden en conclusies. Bij testen onder accreditatie voeren wij het ILAC-RvA-logo. Data is volledig herleidbaar en digitaal beschikbaar in het ITIS-klantportaal.
Rapporten met ILAC-RvA-logo worden in de regel internationaal geaccepteerd. De uiteindelijke acceptatie ligt bij opdrachtgever/autoriteit.
De afsteldrukken voor druk- en vacuümzijde worden gekozen op basis van de ontwerpdruk van de tank, procescondities en relevante richtlijnen (bijvoorbeeld PGS 29, API, fabrikantgegevens). Het doel is maximale bescherming zonder onnodig “ademen” en productverlies.
De setdruk wordt bepaald op basis van de ontwerpdruk van de tank, geldende richtlijnen (bijvoorbeeld PGS 29 en relevante API- of EN-normen), de brand- of noodscenario’s en de benodigde afblaascapaciteit. De ERV moet voldoende kunnen ontlasten zodat de tankdruk onder de maximale toelaatbare druk blijft.
Dat hangt af van wetgeving, bedrijfsvoorschriften en medium (corrosief, vervuilend of niet). Veel bedrijven hanteren een periodieke inspectie- en testfrequentie van bijvoorbeeld 1 tot 5 jaar, eventueel gecombineerd met in-situ testen op de tank.
De frequentie hangt af van wetgeving, bedrijfsregels, medium en risicoanalyse. In de praktijk wordt een ERV vaak periodiek uit bedrijf genomen voor inspectie, revisie en test op een testbank, bijvoorbeeld iedere paar jaar of volgens het onderhoudsplan van de installatie.
PGS 29 noemt maximaal 5 jaar, afgestemd op staat en werking. Bij risico op stollen, aangroei of vastzitten zijn kortere intervallen noodzakelijk. Tussentijdse visuele controles door de gebruiker moeten procedureel geborgd zijn.
Ja. We kunnen in-situ inspecties uitvoeren waarbij we vervuiling en werking beoordelen en bevindingen rapporteren; controle van de afsteldruk blijft daarbij achterwege.
Vervuiling (product, roest, insecten), aangekoekt product, corrosie, beschadigde of verouderde afdichtingen, verkeerd ingestelde gewichten/veren of vastzittende klepvlakken. Regelmatige inspectie en testen beperken dit risico.
Oorzaken zijn onder meer corrosie, vervuiling van de zitting, beschadigde afdichtingen, vastzittende bewegende delen, verkeerd ingestelde setdruk of onvoldoende onderhoud. Regelmatige inspectie, reinigen en testen verminderen het risico dat een ERV niet opent wanneer dat wel nodig is.
Ja. Waar nodig worden internals en pallets zorgvuldig gereinigd en, – indien van toepassing, licht in orde gebracht voordat de ventielen weer op de tank worden gemonteerd. Zo verkleinen we de kans op vastzitten, vervuilingsproblemen en lekkage na her-montage.
Bij ernstige schade, vervanging van hoofdcomponenten of als de ventielconfiguratie niet aan eisen kan worden gebracht binnen de site-condities.
Ja, dat is vaak efficiënt: bundel keuring, onderhoud en eventuele justering in één stop om stilstand te minimaliseren.
Aantal ventielen/hoogte-toegang, type/conditie, benodigde isolaties, veiligheidsmaatregelen (bijvoorbeeld ademlucht) en de vraag of justeren/repareren nodig is.
Vervuiling/aangroei, corrosie, onjuiste massa-instelling, slijtage van zittingen en dichting, of verkeerde configuratie ten opzichte van de meetbrief/typeplaat.
Veilige toegang, werkvergunningen, eventuele isolaties, een overzicht van de te testen ventielen (type, posities, setdrukken) en een contactpersoon voor de dagelijkse afstemming.
Een snuffeltest geeft wel een indruk van de grootte van een lek, maar de uitkomst hangt sterk af van de omstandigheden en de manier van meten. Het resultaat is daarom minder “hard” dan bij een vacuümmeting met een lekdetector. Enkele redenen:
Om deze redenen wordt een snuffeltest doorgaans “semi-kwantitatief” genoemd: goed om lekkages op te sporen en globaal in te schatten, maar minder geschikt om een exacte lekwaarde vast te leggen.

Een conformity assessment body (in het Nederlands: conformiteitsbeoordelingsinstantie, CBI) is een onafhankelijke organisatie die beoordeelt of producten, processen, personen of diensten voldoen aan vastgestelde eisen, zoals wetgeving, normen of specificaties. Voorbeelden van zulke activiteiten zijn testen, inspectie, kalibratie en certificering.
ITIS is een ISO 17025-geaccrediteerd testlaboratorium en daarmee een conformity assessment body: wij voeren onder gecontroleerde en geaccrediteerde omstandigheden beproevingen uit en rapporteren objectief de meetresultaten ten opzichte van de gevraagde norm of grenswaarden. Of die resultaten acceptabel zijn in een project, contract of vergunning, dat bepaalt uiteindelijk de klant, eindgebruiker of bevoegd gezag.
Een objectieve beproeving om vast te stellen of een component of systeem voldoet aan afgesproken dichtheidseisen, uitgevoerd onder overdruk of onder vacuüm.
Overdruk: het object staat boven atmosferische druk en we meten uitstroom (Engels: inside-out).
Vacuüm: het object staat onderdruk en we meten instroom vanuit buiten (Engels: outside-in). De keuze hangt af van doel, gewenste detectielimiet, medium en bedrijfscondities.
Een integrale test bepaalt de totale lekstroom van het complete object en toetst die aan de maximale toelaatbare lekwaarde, een lokale (partiële) test spoort juist plaatselijk lekken op om de exacte locatie te vinden.


Ja, met mobiele opstellingen kunnen testen bij de klant op locatie plaatsvinden mits de veiligheid en condities geborgd zijn.
Nee. ‘Nul’ is met de meetmethoden de we kennen niet aantoonbaar, je kunt alleen aantonen dat de lekstroom lager is dan de detectiegrens onder vastgelegde condities. Daarom werken normen met een maximale toelaatbare lekwaarde (≤ X in Pa·m³/s, mbar·l/s of std cm³/s), inclusief methode, druk, temperatuur, tracer en meetduur.
Waarom ‘nul’ niet verifieerbaar is, – kort uitgelegd:
In de procesindustrie, (petro)chemie, energie, HVAC, automotive, cryogeen, lucht‑ en ruimtevaart worden vaak lektesten voorgeschreven.
De SI-eenheid is Pa·m³/s, – in de praktijk worden mbar·l/s en std cm³/s (scc/s) veel gebruikt; in de VS ook torr·l/s. Allemaal drukken ze “druk × volume per tijd” uit, omdat gassen samendrukbaar zijn.
Handige conversies:
1 Pa·m³/s = 10 mbar·l/s
1 Pa·m³/s ≈ 7,5 torr·l/s
1 std cm³/s ≈ 1,0 mbar·l/s (bij 0 °C en 1 atm)
Tip: kies één hoofdeenheid in je rapport en vermeld altijd de gebruikte referentiecondities.
Druktesten met vloeistof verifiëren vooral de mechanische sterkte en integriteit van objecten, lektesten met gas beoordelen juist de dichtheid en het lekdebiet met gevoeligere detectiemethoden en lagere detectielimieten.
Water kan microlekken tijdelijk “afdichten” (oppervlaktespanning/films), waardoor een latere gas-lektest onterecht ‘goed’ lijkt. Een hydrotest uitvoeren vóór een gas-lektest is daarom ten zeerste af te raden!
Nee. Met een hydrotest worden test objecten getest op sterkte en/of functionaliteit. gas-lektesten beoordelen een object op dichtheid en lekdebiet met veel lagere detectielimieten. Andere doelstelling, andere gevoeligheid.
Ja. Micro-poriën en capillair kanalen kunnen door een waterfilm of residu volledig worden gemaakt; gaslekken blijven dan onopgemerkt.
Nee. Hydrotest = sterkte/structuur; gas-lektest = dichtheid/lekdebiet. Andere doelstelling, andere en lagere gevoeligheid.
Geschikt voor “grove” lekken; orde van grootte ligt veel hoger dan de limieten van bijvoorbeeld helium snuffeltesten.
Ja. Water, vuil, corrosieproducten of additieven kunnen kleine kanalen deels blokkeren en een vals “lekdicht” beeld geven.
Water dringt in poriën, wanden en afdichtingen en blijft geadsorbeerd zitten, waardoor de uitgastijd sterk toeneemt en de detectiegrens van latere lektesten verslechtert. Zonder bake-out, langdurig uitstoken op verhoogde temperatuur, herstelt de vacuümcompatibiliteit niet.
Ja. Natte onderdelen corroderen sneller; proces wordt vervuild (afvalwater/additieven), en je moet grondig reinigen/drogen.
Alleen na volledige droging/ontgassing (eventueel bake-out) en testen met referentielek; dit kost (extra) tijd en geld.
Beperkt. Temperatuur-/vochtinvloed maakt de meting instabiel; voor fijne lekken blijft een tracer-gas test met bijvoorbeeld helium veel gevoeliger.
Voer eerst de lektest uit, overdruk of vacuüm, daarna pas de hydrotest. Zo voorkom je dat vocht de gevoeligheid van de lektest negatief beïnvloedt.
Alleen als een code/klant dit eist voor sterkte, maar scheid die test dan van de (latere) gas-lektest en plan gedwongen droogstappen.
Vermijd het. Als het móét: demonteerbaar testen, direct drogen (warm/geforceerd), bake-out waar mogelijk en achtergrond meten tot een stabiele situatie om de lektest uit te voeren.
Max. lekwaarde (eenheid + referentiecondities), methode (sniffer/accumulatie/vacuüm), druk/temperatuur, tracer, meetduur en test resultaat: pass/fail.
Ja. Elastomeren en poreuze materialen houden vocht vast (permeatie/desorptie); metaalafdichtingen zijn voorspelbaarder bij droge testen.
Hydro vóór gas-lektest verlengt doorlooptijd door droogtijden, uitgassen en extra kalibratie, zonder meetvoordeel.
Overdruk bij representatieve bedrijfsdruk en lektest met een snuffelpen; vacuüm voor lagere detectielimieten.
Ja. Test bij voorkeur in de richting van de praktijksituatie: inside-out (overdruk) als het medium normaal naar buiten wil, of outside-in (vacuüm) als de praktijk dat vereist. Testen in de “verkeerde” richting kan tot andere (test)resultaten leiden.
Een lektest bij kamertemperatuur en vacuüm zegt weinig als het object in gebruik op bijv. 500 bar en +200 °C functioneert. Materiaalgedrag, spelingen en afdichtingen veranderen met druk en temperatuur. Daarom heeft testen onder (of representatief voor) de werkelijke bedrijfscondities de voorkeur.
Het testobject wordt intern opgedrukt met tracergas. Rond het test object, of rond een te testen onderdeel van het object, wordt een afgesloten verzamelruimte gemaakt (bijv. met een kap of tape). Lekt er gas uit, dan verzamelt het zich in deze ruimte.
Door de stijging van de tracergasconcentratie in de verzamelruimte over de testduur te meten, kan de actuele lekwaarde worden berekend op basis van het bekende volume en de gemeten tijd.
De bombing-methode bepaalt interne lekkage door een onderdeel eerst met helium te “laden” en daarna het uit-diffunderende helium te meten.
Stappen:
Plaats het onderdeel in een drukvat en breng het vat gedurende een vooraf bepaalde tijd op overdruk met helium. Eventuele lekkages laten helium door, het onderdeel in.
Haal het onderdeel uit het drukvat en plaats het in een vacuümkamer. Meet de diffusie met een helium-leakdetector; de gemeten uitstroom van helium correspondeert met de integrale lekwaarde.

Op het te testen oppervlak wordt een zeepoplossing aangebracht. Daarover wordt een transparante vacuümbox geplaatst, waarvan het volume met een pomp vacuüm wordt getrokken. Bij een lek zorgt het drukverschil voor schuimvorming onder de box, – zichtbaar door het venster.

Toepassing: vooral voor onderdelen die niet intern op druk kunnen worden gezet, zoals tankbodems en -wanden, scheepshuiden en lasnaden.
Go/no‑go, lekkages tot ca. 1×10-3 mbarˑlˑs-1 kunnen worden gedetecteerd (EN1779); kwantificeren van de lekkage is beperkt.
Zeer kleine lekkages, tot circa 10⁻⁹ mbar·l·s⁻¹, afhankelijk van apparatuur, testopstelling, achtergrond, pompsnelheid en testduur.
Direct snuffelen gebruik je vooral om een lek op te sporen en te lokaliseren langs naden, lassen of verbindingen. De gevoeligheid hangt daarbij sterk af van de afstand tot het oppervlak, de snelheid van bewegen en de persoon die meet.
Bij een integrale test met sniffer probe wordt het hele object (of een deel daarvan) in een afgeschermd volume of onder een kap getest en wordt de totale lekstroom gemeten. Die totale lekwaarde wordt vervolgens vergeleken met een vooraf gedefinieerde acceptatielimiet.
Kalibreer eerst op een referentielek in de meest kritische zone. Bepaal snelheid, afstand zó af dat je een stabiel, reproduceerbaar signaal krijgt. Leg deze instellingen vast en houd ze tijdens de test zo constant mogelijk: afstand en snelheid.

eelgebruikte normen voor lektesten zijn: EN 1779: richtlijn voor methodekeuze; ISO 20485: tracergas-proeven; EN 1593: bellenproef en ASME BPVC Section V, Article 10: lekonderzoek met diverse technieken.
De norm behandelt principes, testopstellingen en procedures voor tracergas-lektesten met helium, halogenen en H₂/N₂, omvat de indeling in groepen A en B, beschrijft respons- en cleanup-tijden, kalibratie en de eisen voor rapportage en meetonzekerheid.
Systematische keuzetabel met herkenletters voor technieken en detectielimieten.
Overzicht methoden (bubble, sniffer, massaspectrometer, drukval, ultrasoon) en eis van een schriftelijke procedure met parameters.
ISO 20484 legt alle termen en definities voor lektesten vast, het is de terminologie norm waar ISO 20485 en andere normen op steunen. Dit voorkomt misverstanden en zorgt voor eenduidige specificaties en rapportage.
Voor bubble emission (bellenproef) als snelle go/no‑go‑methode voor grotere lekken.
Europa: ISO 9712 (centrale, gestandaardiseerde certificering; bijv. methode LT). Opleiding en examens via nationale NDT-organisaties.
Verenigde Staten: ASNT SNT-TC-1A (aanbevolen praktijk; bedrijf stelt eigen Written Practice en certificeringsprogramma op).
Ja, ze borgen eenduidige toepassing per land en taal (bv. NEN‑EN‑ISO 20485:2018).
Apparatuur, Kalibratie & Onzekerheid
Massaspectrometer (He‑4), halogeen‑diode, thermische geleidbaarheid, optische detectoren, afhankelijk van tracer en gevoeligheidseis.
Met traceerbare referentielekken en verificatie van respons‑/cleanup‑tijd en detectielimiet vóór, en na, de test.
Afhankelijk van methode en condities; voor industrieel lektesten worden vaak onzekerheden tot ±50% genoemd.
Virtuele lekken, contaminatie, restgassen, permeatie en variaties in achtergrond.
Bereik passend bij de acceptatiegrens en de methode (sniffer vs. vacuüm) met geldig certificaat.
Respons: tijd tot ~90% stabiel signaal; cleanup: tijd tot achtergrond is hersteld.
Ja. In bijvoorbeeld norm EN 1779 staan formules om een gemeten lekwaarde om te rekenen naar een ander gas of naar een andere (test)druk. Zo kun je een gemeten waarde (bijvoorbeeld met helium) herleiden naar de equivalente lekwaarde bij het procesgas en de werkelijke bedrijfscondities.
In de praktijk geldt helium als het veiligste tracergas, omdat het inert is en niet reageert met materialen of processen. Een H₂/N₂-mengsel (forming gas) is ook goed bruikbaar, mits er maatregelen worden genomen tegen brand- en explosiegevaar.
Koelmiddelen (F-gassen) mogen niet zomaar als apart tracergas worden gebruikt om vervolgens in de atmosfeer te laten ontsnappen, ze worden alleen als medium in de koelinstallatie zelf gebruikt en dan met een detector op lekkage gecontroleerd volgens de geldende F-gasregels.
Houd het testgebied zo schoon en droog mogelijk. Olie, water, vet of reinigingsfilms kunnen lekkages tijdelijk “dicht smeren” en zo de detectie verstoren, – met fout-negatieve resultaten als gevolg. Reinig daarom het oppervlak zorgvuldig en laat het volledig drogen voordat je lektest start.
Voer grove druk- of hydrotesten bij voorkeur uit vóór de lektest en reinig en droog daarna opnieuw, zodat de fijne lektest onder echt droge, representatieve omstandigheden plaatsvindt.
Dat hangt af van het gebruikte tracer-gas en de werkomgeving, maar minimaal moet je denken aan: veiligheidsbril, geschikte handschoenen, gehoorbescherming, gasdetector(en) en voldoende ventilatie of afzuiging. Daarnaast moeten de voorgeschreven veiligheidsmaatregelen uit werkvergunning, TRA en bedrijfsprocedures strikt worden gevolgd.
Ja, vooral voor grotere lekken en als snelle screening, bijvoorbeeld bij persluchtinstallaties of als voorcontrole vóór een heliumlektest met helium als tracergas. Zo voorkom je dat door grote lekkages onnodig veel kostbaar helium wordt verbruikt of dat de achtergrondconcentratie helium te hoog wordt. Houd er wel rekening mee dat de gevoeligheid van een ultrasoon lekdetector duidelijk lager is dan die van helium-methoden.
Uitstoken is het gecontroleerd verwarmen van een vacuümkamer en de bijbehorende leidingen terwijl er continu wordt afgepompt. Door de hogere temperatuur laten geabsorbeerde gassen en dampen (zoals waterdamp, oliën en oplosmiddelen) sneller los uit wanden, pakkingen en materialen, zodat de pomp ze kan afvoeren.
Na het uitstoken is de ontgassing veel lager, waardoor je een lager en stabieler eindvacuüm bereikt en bij lektesten minder last hebt van “schijnlekken” die eigenlijk door restgassen worden veroorzaakt.
Minimaal horen in een testrapport te staan: de gebruikte norm(en) of methode, de testopstelling en hoofdparameters (bijvoorbeeld druk, tijd, tracer), de relevante kalibratiegegevens, alle meetresultaten met juiste eenheden, de testcondities (zoals temperatuur en druk) en een duidelijke conclusie of de gemeten lekwaarde boven of onder de maximaal toelaatbare waarde ligt.
Daarnaast vermeldt het rapport de naam van de betrokken technician(s), de testdatum, het gebruikte meetapparatuur inclusief identificatie, en de locatie waar de lektest heeft plaatsgevonden. ITIS registreert en rapporteert deze gegevens objectief, – op basis van de afgesproken acceptatiecriteria bepaalt de opdrachtgever of het object wordt goed- of afgekeurd.
Acceptatiecriteria leg je altijd vooraf vast in de testopdracht of het testplan. Daarin staat minimaal: de maximaal toelaatbare lekwaarde (eventueel per testfase), de testcondities (druk, temperatuur, gas of medium), de toegepaste methode/norm, hoe er met meetonzekerheid wordt omgegaan bij de beoordeling en wat de werkwijze is bij afkeur (bijvoorbeeld reparatie en herbeproeving).
Zo is vooraf duidelijk wanneer een object als “acceptabel” wordt beschouwd en voorkom je discussies achteraf.
Een hertest is aan de orde zodra de oorspronkelijke test geen duidelijke, betrouwbare uitspraak toelaat of wanneer er iets is gewijzigd aan het object. Dat kan onder meer in de volgende situaties zijn:
Een hertest vindt idealiter plaats met dezelfde of – indien afgesproken – strengere parameters (bijvoorbeeld langere testduur of hogere druk) en wordt vooraf vastgelegd in het testplan of de testopdracht. Zo blijft transparant waarom opnieuw is getest en op basis waarvan het uiteindelijke oordeel tot stand is gekomen.
Ja, waar relevant en binnen onze scope kunnen we testen onder ISO 17025-accreditatie uitvoeren. Dat betekent dat de meetmethode, apparatuur, kalibraties, rapportage en kwaliteitsborging zijn getoetst door de Raad voor Accreditatie, en dat wij voor deze testen het ILAC-RvA-logo op het rapport mogen voeren. Rapporten onder ISO 17025 worden in de regel internationaal geaccepteerd door klanten, certificerende instanties en toezichthouders.
Niet elke norm of klant specifieke opdracht valt automatisch binnen de accreditatiescope, daarom stemmen we vooraf, met een klant of eindgebruiker, af of een gevraagde test onder accreditatie kan worden uitgevoerd.
Leak rate is de gemeten lekstroom: een getal met een eenheid, bijvoorbeeld 1×10⁻⁶ mbar·l/s of Pa·m³/s. Het zegt hoeveel gas per seconde door een lek stroomt onder bepaalde condities.
Leak tightness is de eigenschap of klasse van een object ten opzichte van een eis: voldoet het object aan de gespecificeerde maximaal toelaatbare lekwaarde of niet? Kort gezegd: leak rate is wat je meet, leak tightness is het oordeel dat je daaruit afleidt ten opzichte van de acceptatiegrens.
Een volumestroom in cm³ per seconde bij gedefinieerde standaardcondities; vergelijkbaar te maken met Pa·m³/s en mbar·l/s.
De relatie is: 1 Pa·m³·s-1 = 10 mbar·l·s-1, of andersom: 1 mbar·l·s-1 = 0,1 Pa·m³·s-1. Vermeld in het rapport altijd duidelijk in welke eenheid de lekwaarde is opgegeven.
De background is het basissignaal van de lekdetector, zónder dat er bewust tracergas wordt toegevoegd. Voorbeelden zijn: het signaal bij een snuffeltest in gewone omgevingslucht, het signaal bij een vacuümtest voordat er met helium is gesproeid, of het signaal wanneer een testpoort is afgeblind.
Deze achtergrond is belangrijk omdat hij de ondergrens van je meting bepaalt: pas als het lek-signaal duidelijk boven de background uitkomt, kun je een lek betrouwbaar herkennen en kwantificeren. Een hoge of instabiele background verkleint dus de praktische gevoeligheid van de test en maakt grensgevallen lastiger te beoordelen.
Een virtueel lek is géén echt gat naar buiten, maar een opgesloten volume (bijvoorbeeld een blind gat, spleet, schroefdraad, capillair of poreus materiaal) waar nog gas of damp in zit. Tijdens een vacuüm- of heliumtest komt dat opgesloten gas heel langzaam vrij naar het meetvolume. De lekdetector “ziet” dan een aanhoudend of langzaam dalend signaal, alsof er een echt lek naar de buitenwereld is, terwijl het in werkelijkheid alleen om uitgassend restgas uit zo’n holte gaat.
Dat is om twee redenen vervelend:
Door bij ontwerp en opstelling holtes, dode hoeken en diepe schroefdraden te vermijden of goed door te spoelen / uit te bakken, beperk je de kans op virtuele lekken en krijg je sneller een betrouwbaar testresultaat.
Permeatie en lekkage hebben allebei te maken met gas dat “ontsnapt”, maar het mechanisme is heel anders.
Permeatie is het langzaam doordringen van gas dóór een ogenschijnlijk dicht materiaal. Gas- of dampmoleculen lossen aan één kant een beetje op in het materiaal (bijvoorbeeld een kunststof of elastomeer), diffunderen daar doorheen en treden aan de andere kant weer uit. Er is dus geen gat of scheur; het materiaal zelf laat in beperkte mate gas door. Dit zie je bijvoorbeeld bij O-ringen, slangen, folies en sommige kunststoffen.
Lekkage is stroming van gas of vloeistof via een defect of opening: een porie, scheur, slecht sluitende verbinding, beschadigde afdichting, verkeerde passing, enzovoort. Er is dan een echt “lekpad” van binnen naar buiten (of omgekeerd), vaak geconcentreerd op één locatie.
Kort samengevat:
– Permeatie = molecuul-voor-molecuul door het materiaal heen (materiaaleigenschap),
– Lekkage = stroming door een onbedoelde opening (fabricage-, montage- of beschadigingsprobleem).
In specificaties en testrapporten is het belangrijk dat onderscheid expliciet te maken: een systeem kan qua montage volledig lekdicht zijn, maar toch een bepaalde permeatie vertonen door pakkingen, slangen of membranen.
Bij laminaire stroming bewegen gas- of vloeistofdeeltjes in nette, evenwijdige lagen door een buis of opening. De snelheid is in het midden het hoogst en neemt naar de wand toe af, maar er is weinig menging tussen de lagen.
Dit regime treedt op bij relatief lage snelheden en/of hoge viscositeit. In dit gebied kun je de stroming goed beschrijven met “gewone” continuümvergelijkingen en eenvoudige formules (Poiseuille, Hagen–Poiseuille).
Turbulente stroming is het tegenovergestelde van laminaire stroming: de snelheid wisselt sterk in ruimte en tijd, er ontstaan wervels en sterke menging. Dit gebeurt bij hogere snelheden en bij grotere diameters, wanneer de inertiekrachten van de stroming domineren.
In turbulente stroming zijn drukverlies en stromingsverdeling lastiger te voorspellen en spelen ruwe wanden en geometrie een grote rol.
Bij moleculaire stroming (molecular flow) is de druk zó laag dat gasmoleculen nauwelijks nog met elkaar botsen, maar vrijwel alleen met de wand. Elk molecuul vliegt als het ware in een rechte lijn tot het een wand raakt.
Dit zie je bij hoog- en ultrahoog vacuüm en bij heel kleine lekken. De klassieke formules voor stroming (zoals bij laminaire stroming) gelden hier niet meer; de doorstroming wordt bepaald door geometrie en temperatuur, niet door viscositeit.
Het overgangsgebied ligt tussen continuümstroming (laminair/turbulent) en moleculaire stroming in. In dit regime botsen moleculen zowel met elkaar als met de wanden in vergelijkbare mate.
Geen van beide benaderingen (puur continuüm of puur moleculair) is volledig geldig, waardoor je vaak met empirische of gecombineerde modellen moet werken. In vacuümtechniek en bij lektesten kom je dit tegen bij middelhoge vacuums, bijvoorbeeld tussen ruw vacuüm en hoog vacuüm.
Het Knudsen-getal (Kn) is de verhouding tussen de vrije weglengte van een gasmolecuul en een karakteristieke afmeting, bijvoorbeeld de diameter van een buis of opening.
Kort gezegd:
Met het Knudsen-getal kun je dus bepalen welke fysische modellen en lekformules je moet gebruiken.
Bij lage druk en kleine openingen (kleine lekken) zit je al snel in overgangs- of moleculaire stroming. Dan veranderen zaken als doorstroming, drukval en “lekgedrag” vergeleken met gewone, laminaire stroming. Dat heeft invloed op:
Door het stromingsregime en het bijbehorende Knudsen-gebied te kennen, kies je de juiste fysische aannames en voorkom je verkeerde interpretaties van meetresultaten.
Ja, een drukvalmeting is een vorm van lektest zodra het doel is om de dichtheid van een object te beoordelen. Je zet het object op druk, sluit het af en volgt in de tijd of de druk merkbaar daalt. De gevoeligheid is echter beperkt: vooral bij grote volumes of temperatuurschommelingen is het lastig om kleine lekken betrouwbaar te zien.
Vergeleken met helium-methoden is een drukvaltest dus grover, maar wél heel bruikbaar om grotere lekken, montagefouten of duidelijke dichtheidsproblemen op te sporen.
Ultrasoon is vooral geschikt bij grote installaties met veel verbindingen (bijvoorbeeld perslucht- of gasleidingsystemen) waar je eerder middelgrote tot grote lekken verwacht. Het is snel, mobiel en relatief goedkoop, waardoor het ideaal is als pre-screening: je vindt eerst de duidelijke lekken en beperkt zo onnodig heliumverbruik en hoge achtergrond bij een latere heliumtest. Pas wanneer de grote lekken zijn opgelost en lagere lekwaarden relevant worden, heeft een gevoeligere heliumlektest echt meerwaarde.
In zo’n situatie heeft het weinig zin om meteen op de kleinste lekken te focussen. Een “gouden regel” uit de lektestwereld is: je kunt kleine lekkages pas betrouwbaar meten als alle grote lekkages eerst zijn opgelost. Grote lekken domineren het meetsignaal en verhogen de achtergrond (bijvoorbeeld helium in de omgeving), waardoor kleinere lekken worden gemaskeerd of niet meer goed zijn te kwantificeren.
De praktische aanpak is daarom:
Zo werk je stap voor stap van “groot” naar “klein” en voorkom je dat tijd en geld verloren gaan aan metingen die door dominante grote lekken toch niet betrouwbaar zijn.
De testdruk wordt altijd vooraf vastgelegd in norm, specificatie of testplan en hangt af van het doel van de test.
Grofweg zijn er twee situaties:
Dan kies je meestal een testdruk die de bedrijfscondities representeert, bijvoorbeeld de normale bedrijfsdruk of een vastgelegde factor daarboven (bijv. 1,1× of 1,25×). Doel: aantonen dat het systeem onder werkelijke omstandigheden dicht en functioneel blijft.
Dan wordt vaak een hogere testdruk gekozen (bijvoorbeeld 1,3–1,5× de ontwerpdruk), volgens de eisen van de toepasselijke norm of richtlijn. Doel: aantonen dat er voldoende veiligheidsmarge is ten opzichte van de beoogde bedrijfsdruk.
In alle gevallen geldt: de testdruk moet zijn onderbouwd in norm, ontwerpdocumentatie of risicoanalyse, en vooraf helder zijn afgesproken tussen opdrachtgever en testlaboratorium.
Ja, in veel gevallen kun je een gemeten lekwaarde omrekenen naar een geschatte emissie in bijvoorbeeld kg/jaar.
Daarbij ga je uit van:
Op basis daarvan kun je de volumestroom omrekenen naar massastroom en vervolgens naar een jaar-emissie (kg/jaar). Hoe nauwkeurig dat is, hangt af van de aannames en de variatie in bedrijfscondities.
Normen zoals EN 1779 beschrijven in o.a. paragraaf 7 methoden en formules om lekwaarden naar andere gassen of condities om te rekenen. Een testlaboratorium kan helpen om deze berekeningen op een consistente manier uit te voeren en de gebruikte aannames en onzekerheden duidelijk te documenteren.
Een te hoge integrale (totale) lekwaarde betekent dat het object als geheel te veel lekt, maar nog niet waar die lekkage(n) zitten. De volgende stap is dan altijd: overschakelen van een integrale meting naar lokale lokalisatie.
Praktische werkwijze:
Gebruik een helium-sniffer probe en “snuffel” het object systematisch af langs naden, lasverbindingen, pakkingen en aansluitingen. Zo kun je de dominante lekzones opsporen.
Verdeel het object in zones of segmenten en plak delen tijdelijk af (tape, folie, kappen). Snuffel per zone af. Verandert de integrale lekwaarde merkbaar als een segment is afgeplakt, dan zit de lekkage waarschijnlijk in het niet-afgeplakte deel.
Gebruik lokaal kappen of “hoods” en spuit tracergas in of rond een specifieke zone. De lekdetector meet dan per zone de bijdrage aan de totale lekwaarde. Door zones één voor één te testen, zoom je in op het gebied met de grootste bijdrage.
Na het lokaliseren: de lekkage repareren, eventueel reinigen en drogen, en vervolgens dezelfde integrale test opnieuw uitvoeren om te verifiëren dat de totale lekwaarde nu onder de maximaal toelaatbare limiet ligt.
Kortom: bij een te hoge integrale waarde werk je altijd van globaal naar lokaal: eerst vaststellen dát de totale lekwaarde te hoog is, daarna de lekkages lokaliseren, en tenslotte repareren en hertesten.
Als de gemeten lekwaarde boven de afgesproken limiet ligt, wordt het object in principe als “niet acceptabel” beoordeeld voor de betreffende testcondities. De vervolgstappen worden idealiter vooraf in het testplan vastgelegd, maar in de praktijk komt het meestal neer op:
Pas wanneer de nieuwe test aantoont dat de lekwaarde onder de maximaal toelaatbare limiet ligt, kan het object als voldoende dicht worden beschouwd voor de overeengekomen toepassing.
Nee, helium is een schaarse grondstof en de prijs kan sterk schommelen. In bepaalde perioden is helium beperkt leverbaar en daarmee relatief duur. Daarom wordt bij lektesten steeds vaker gekeken naar alternatieven, zeker voor grote volumes of routinematige productie.
Afhankelijk van norm, klanteis en veiligheid kun je bijvoorbeeld werken met:
De keuze voor puur helium of een mengsel moet altijd worden afgestemd op gevoeligheidseis, veiligheid (ontvlambaarheid), normatieve kaders en de beschikbaarheid/prijs op dat moment.
Ja, dat kan en is vaak zinvol, mits de volgorde en parameters vooraf helder zijn vastgelegd. In veel gevallen geldt juist het uitgangspunt:
Bijvoorbeeld een heliumlektest of een nauwkeurige drukvaltest. Zo meet je de lekdichtheid in een “schoon” en droog systeem. Wordt er eerst met water getest, dan kunnen waterresten, vervuiling of corrosie de lektest verstoren of kleine lekken maskeren.
Als de lekdichtheid op orde is, volgt de hydrotest voor sterkte en grove dichtheid bij verhoogde druk. Doel is aantonen dat het object de testdruk veilig kan opnemen zonder bezwijken of zichtbare lekkage.
Voor beide stappen moeten testdruk(ken), duur, medium, acceptatiecriteria en de regels voor herbeproeving (na reparatie) vooraf in het testplan zijn vastgelegd. Zo is duidelijk wat de rol van elke test is en voorkom je dat de ene beproeving de andere onnodig bemoeilijkt of beïnvloedt.
Het teststuk wordt in een drukkamer met tracer (vaak helium) geplaatst zodat tracer in microholten diffundeert; na evacueren van het stuk wordt de uitstroom gemeten. Toepasbaar voor kleine hermetische producten (bv. elektronica).
De accumulatiemethode is vooral geschikt wanneer direct snuffelen met een snifferprobe lastig of onbetrouwbaar is. Dat kan bijvoorbeeld het geval zijn als:
In plaats van direct langs het oppervlak te snuffelen, plaats je het object (of een deel ervan) in een afgeschermd volume, kap of hood. Het object staat onder overdruk met tracergas en eventuele lekkages “stapelen” zich in dat afgesloten volume op.
Na een bepaalde standtijd meet je de tracerconcentratie in dat volume:
Kortom: je kiest voor de accumulatiemethode als afscherming nodig is, directe snuffelmetingen worden verstoord door ventilatie/omgeving, of als je kleine lekken bij lage druk beter wilt kunnen aantonen door het tracergas gecontroleerd te laten ophopen.
De keuze voor een tracergas hangt vooral af van gevoeligheid, veiligheid en het normatieve kader (normen, klanteisen, wetgeving).
Enkele hoofdopties:
Zeer lage detectielimieten, inert en niet brandbaar. Ideaal voor gevoelige lektesten, typekeuringen en situaties waarin je heel kleine lekken wilt kunnen aantonen.
Voordeliger dan helium en goed geschikt voor snuffeltesten, mits de veiligheid (ontvlambaarheid, ATEX) en de norm dit toelaten. Vaak gebruikt als praktische alternatief bij grote installaties of routinematige productie.
Wordt toegepast in sector-specifieke normen (HVACR, koelinstallaties). Hiermee test je zeer praktijkgericht, maar je moet rekening houden met milieu- en veiligheidseisen en de beschikbaarheid van geschikte detectoren (halogeen, IR, MS).
Samengevat: je kiest het tracergas op basis van de benodigde detectielimiet, de veiligheidsaspecten (ontvlambaarheid, ATEX, toxiciteit), de toepasselijke normen/klanteisen en de praktische beschikbaarheid en kosten van het gas.
Temperatuur heeft een grote invloed op druktesten met gas. Bij een gesloten volume geldt in eerste benadering de ideale gaswet: als de temperatuur stijgt, stijgt de druk; daalt de temperatuur, dan daalt de druk. Dat betekent dat:
Zeker bij grotere volumes en kleine lekwaarden wordt het dan lastig om te bepalen of een drukverandering door een lek komt of alleen door temperatuurschommelingen.
Praktische aandachtspunten:
Permeatie/diffusie is doordringen door materiaal of langs interfaces; echte lekken zijn doorlopende kanalen. Permeatie kan een quasi-constante achtergrond geven, geen puntbron.
Wat is een ‘virtueel leak’?
Gesloten volumes (dode ruimtes, blinde schroefgaten) die langzaam gas vrijgeven en een lek simuleren. Oplossing: ontwerp aanpassen, ontluchtingsgleuven, schone montage.

Definieer X [Pa·m³/s, mbar·l/s, sccm of g/jaar], plus methode, druk/temperatuur, tracer, meettijd en pass/fail. Koppel X aan procesrisico’s (veiligheid, emissie, productverlies).
Internationaal SI (Pa·m³/s); in de praktijk ook mbar·l/s, sccm of g/jaar (sector-specifiek). Gebruik betrouwbare conversietabellen om fouten te voorkomen.
Beide eenheden komen voor bij snuffeltesten, maar ze drukken iets anders uit en sluiten aan bij verschillende normen en klanteisen.
Dit is een concentratie-eenheid: hoeveel tracer-gas er in de omgevingslucht of in een kap/volume zit. Deze eenheid wordt vaak gebruikt als een norm of klant een maximale concentratie voorschrijft (bijvoorbeeld bij koelmiddelen of VOC’s).
Kalibratie: je gebruikt dan een gekalibreerd gasmengsel met een bekende concentratie (ppmv) om de detector in te stellen en te controleren.
Dit is een lekstroom-/debiet-eenheid en wordt gebruikt wanneer een lekwaarde (leak rate) is gespecificeerd, bijvoorbeeld bij typekeuringen of technische lekdichtheidseisen. Je wilt dan weten hoeveel gas per seconde via een lek wegstroomt.
Kalibratie: je gebruikt een gekalibreerd kalibratielek (referentielek) met een bekende lekwaarde in mbar·l/s om de sniffer en detector op die eenheid te ijken.
Welke eenheid je gebruikt, hangt dus af van:
Bij grote lassen/tanks waar directe spray moeilijk is. De box creëert een gecontroleerde omgeving voor integrale meting over een sectie. Let op afdichting en volume-inertie.

De juiste “snuffelsnelheid” bepaal je het beste met een gekalibreerd testlek waarvan de lekwaarde in de buurt ligt van de maximaal toelaatbare lekwaarde. Daarmee kun je in de praktijk afstand, maximale snelheid en benodigde reactietijd afstemmen.
Praktische aanpak:
Die snelheid gebruik je vervolgens als maximale scansnelheid tijdens de echte test. Controleer gedurende de test regelmatig opnieuw met het testlek of de respons nog klopt. Zo zie je ook of de snifferprobe niet (deels) verstopt raakt door stof of vocht, iets waar snifferprobes gevoelig voor zijn en dat de meetgevoeligheid sterk kan verlagen.
Met referentielekken borg je de kwaliteit en herleidbaarheid van testen en controleer je of de lekdetector nog correct werkt, inclusief respons- en afpomptijd. Zo kun je de gevoeligheid en stabiliteit van het meetsysteem periodiek verifiëren. Let daarbij op de opgegeven temperatuurcoëfficiënt van het lek, de houdbaarheid/levensduur en zorg voor een tijdige (her)kalibratie volgens certificaat.
De temperatuurcoëfficiënt van een helium kalibratielek beschrijft hoe sterk de lekwaarde verandert als gevolg van temperatuurverandering. Een kalibratielek is meestal gespecificeerd bij een bepaalde referentietemperatuur (bijvoorbeeld 20 °C).
Wanneer het lek warmer of kouder wordt, verandert de werkelijke lekstroom. De temperatuurcoëfficiënt geeft dan aan hoeveel de lekwaarde toeneemt of afneemt per graad temperatuurverschil. Daarom is het belangrijk om bij nauwkeurige lektesten de temperatuur van het kalibratielek te kennen, of de gemeten lekwaarde te corrigeren op basis van de opgegeven temperatuurcoëfficiënt.
Ja, dat kan in bepaalde gevallen, bijvoorbeeld met koelmiddelen in HVACR- en koelinstallaties. Door het daadwerkelijke procesmedium als tracergas te gebruiken, test je zeer praktijkgericht: je meet dan direct of en hoeveel van het echte medium kan ontsnappen.
Let daarbij wel op enkele belangrijke punten:
Procesmedia als tracergas worden onder meer toegepast in aircosystemen, commerciële koeling en industriële koelinstallaties. De keuze om het procesmedium te gebruiken moet altijd worden onderbouwd met een risicoanalyse, een passende meetmethode en naleving van de geldende wet- en regelgeving.
Forming gas (meestal een mengsel van waterstof in stikstof) kan zeer bruikbaar zijn als tracergas, maar vraagt altijd om een bewuste veiligheidsaanpak. Enkele basisregels:
Gebruik bij voorkeur een mengsel met maximaal 5% H₂ in N₂. Onder deze grens wordt het mengsel in de praktijk vaak als niet-ontvlambaar beschouwd, – maar controleer altijd de productinformatie en de geldende normen/richtlijnen.
Werk in een goed geventileerde ruimte of zorg voor lokale afzuiging. Zo voorkom je ophoping van gas, zeker in putten, kelders of andere laaggelegen ruimtes.
Bepaal vooraf of je in een ATEX-zone werkt, – zo ja, gebruik dan vonkveilige (ATEX-gecertificeerde) apparatuur en volg de geldende explosieveiligheidsvoorschriften. Let ook op ontstekingsbronnen zoals open contactdozen, vonkvormende gereedschappen en warme oppervlakken.
Maak voor elke toepassing een korte risico-inventarisatie: gasvolume, mogelijke lekkagepunten, ventilatie, ontstekingsbronnen, ATEX-classificatie, noodprocedures. Leg vast welke maatregelen worden genomen (PBM, gasdetectie, werkvergunning, toezicht).
Kort samengevat: houd het H₂-aandeel laag, zorg voor goede ventilatie, gebruik in ATEX-zones alleen geschikte apparatuur en onderbouw elke inzet van forming gas met een duidelijke risicoanalyse en werkvergunning.
Bij grote volumes is de drukval (Δp) vaak klein en verloopt die traag. Daardoor wordt de benodigde testduur lang en neemt de gevoeligheid praktisch af. Bovendien heeft elke temperatuurstijging of -daling een grote invloed op de gemeten druk, waardoor het lastig wordt om echte lekkage te onderscheiden van temperatuureffecten.
In zulke situaties is het vaak verstandiger om, waar mogelijk, een andere techniek te kiezen, bijvoorbeeld een heliumlektest op overdruk (snuffeltest) of een vacuümtest.
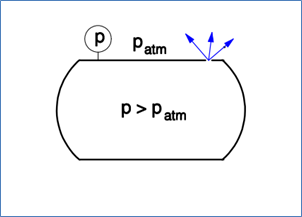
Elastomeer O-ringen kunnen gas doorlaten (permeatie) en na verloop van tijd blijvend vervormen (compression set), daardoor neemt de lekdichtheid af. Metaalafdichtingen kunnen juist zeer lage lekwaarden halen, maar vragen een hogere oppervlak vlakheid, hogere aandraaikrachten en een zorgvuldige montage.
Goede rapportage bevat in ieder geval: norm of methode, gebruikt tracergas, testdruk en -temperatuur, detectielimiet, meetduur, gebruikte kalibraties, meetonzekerheid en een duidelijke conclusie of de gemeten lekwaarden binnen of buiten de afgesproken lektesteisen vallen.
Voor ITIS is het normaal dat we gewoonweg de beste service bieden aan onze klanten. We begrijpen de belangen en wensen van onze klanten en zijn altijd gefocust op service en oplossingen van de hoogste kwaliteit.








Mooi en schoon bedrijf!
Personeel is vriendelijk en bereidwillig om je te helpen! Niets is teveel gevraagd!
Klasse
Cool leuk gaaf