Lecktest
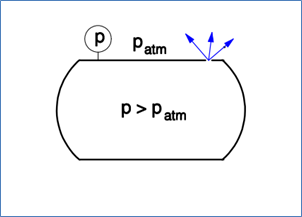
Ein Lecktest zeigt objektiv, ob eine Komponente oder ein System unter den vorgesehenen Betriebsbedingungen wirklich ausreichend dicht ist. Durch Prüfungen unter Überdruck oder Vakuum ermitteln wir nicht nur, ob Leckagen auftreten, sondern auch wie groß sie sind und wo sie sich befinden. So erhalten Sie im Vorfeld Einblick in Risiken wie Produktverluste, Emissionen, Qualitätsprobleme und unsichere Situationen.
Sowohl für Endanwender als auch für Hersteller liefert ein Lecktest einen verlässlichen Nachweis gegenüber Spezifikationen, Normen und Aufsichtsbehörden und hilft, ungeplante Stillstände oder kostspielige Reparaturen zu vermeiden. ITIS führt diese Prüfungen unabhängig und rückverfolgbar durch – im Labor oder vor Ort – und erstellt verständliche Berichte, die sich unmittelbar in Engineering, Instandhaltung und Compliance einsetzen lassen.
Möchten Sie sicher sein, dass Ihre Anlage oder Ihr Produkt wirklich dicht ist? Ein professioneller Lecktest von ITIS verschafft Ihnen die Klarheit, die Sie brauchen!
Haben Sie Fragen oder möchten Sie einen Lecktest durchführen lassen? Kontaktieren Sie uns direkt – wir helfen Ihnen gerne!