Leak test
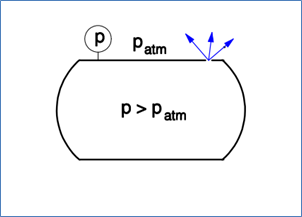
A leak test provides objective evidence of whether a component or system is sufficiently tight under the conditions in which it must operate. By testing under over-pressure or vacuum we establish not only IF there is leakage, but also how much and where it occurs. This gives you upfront insight into risks of product loss, emissions, quality issues and unsafe situations.
For both end-users and manufacturers, a leak test offers reliable proof towards specifications, standards and regulators, and helps avoid unplanned downtime or costly repairs. ITIS performs these tests independently and traceably, in the laboratory or on-site, with clear reports that can be used immediately in engineering, maintenance and compliance.
Want to be certain your installation or product is truly leak-tight? A professional leak test by ITIS provides the clarity you need!
Do you have questions or would you like to have a leak test performed? Contact us directly— we are happy to help!